|
|



УНИВЕРСАЛЬНЫЕ КОМПЬЮТЕРНЫЕ ТОМОГРАФЫ ДЛЯ ОТРАБОТКИ ТЕХНОЛОГИИ И СЕРТИФИКАЦИИ ОТВЕТСТВЕННЫХ ПРОМЫШЛЕННЫХ ИЗДЕЛИЙ. КРИТЕРИИ ВЫБОРА
ООО "Промышленная интроскопия":
Ирина Алексеевна Вайнберг, старший научный сотрудник, к.т.н.
Эдуард Ильич Вайнберг, президент, д.т.н.
При количественном неразрушающем контроле сложной внутренней структуры ответственных изделий аэрокосмического назначения, автомобилестроения, оборонной промышленности, электротехники и атомной энергетики информационные преимущества компьютерной томографии несомненны и получили широкое признание [1], что подтверждается и разнообразием предложений на этом сегменте рынка.
Сегодня уже более десятка фирм из разных стран предлагают промышленные компьютерные томографы самых разнообразных моделей. Что же скрывается за их рекламными проспектами?
В США следует отметить фирму North Star Imaging и ее подразделение X-View CT, выпускающие промышленные томографы серий Х-CT, eXpress-CT и CXMM, а также фирму Varian Medical Systems (купившую фирму Bio Imaging Research), предлагающую несколько моделей промышленных томографов серии BIR и InspeCT.
В Японии промышленные томографы разрабатывают фирмы Toshiba IT & Control Systems, Hitachi, Shimadzu и Saki.
В Европе предложения томографического оборудования чрезвычайно разнообразны: немецкая фирма Phoenix|x-ray (купленная американской фирмой GE, отделение GE Measurement & Control Solutions) предлагает множество моделей томографов, в том числе серии v|tome|x; немецкая фирма YXLON International(объединившаяся с фирмой Feinfocus и входящая в группу Comet) предлагает 4 модели томографов серии Y.CT; английская фирма X-Tek Systems (купленная ранее бельгийской фирмой Metris, а затем Nikon Metrology) предлагает несколько моделей томографов серии XT; немецкая фирма RayScan Technologies (входящая в группу BELT) производит ряд промышленных томографов серии RayScan. В России - многолетний производитель и экспортер промышленных томографов фирма ПРОМИНТРО [4-7] - предлагает 4 модели промышленных томографов серии ВТ. И это только значимые примеры, а не полный перечень поставщиков.
Закономерен вопрос - как разобраться в этом многообразии предложений? Как правильно выбрать оптимальную модель компьютерного томографа применительно к наиболее значимым для конкретного потребителя объектам контроля (ОК)? Как выделить важнейшие характеристики в потоке рекламных самовосхвалений второстепенных факторов и опций? Обоснованность выбора с учетом важности различных характеристик компьютерных томографов усиливается высокой ценой и многолетним сроком эксплуатации оборудования.
Принимая во внимание рассматривающие эту проблему стандарты [2, 3] и базируясь на своем 25-летнем опыте практического применения томографического контроля, можно рекомендовать следующую иерархию основных технических характеристик компьютерных томографов:
* Диаметр, длина и масса ОК;
* Энергия источника излучения, определяющая проникающую способность;
* Предел пространственного разрешения внутри ОК;
* Формат и качество томограмм ОК, наиболее значимых для покупателя;
* Чувствительность к локальным дефектам и разноплотностям;
* Точность измерения размеров внутри ОК;
* Производительность;
* Надежность оборудования и наличие оперативной технической и методической поддержки в процессе многолетней эксплуатации оборудования;
* Средства радиационной защиты;
* Цена.
Сопоставим последовательно характеристики предлагаемых томографов указанным критериям.
Предельные массогабаритные характеристики ОК покупаемого томографа навсегда ограничивают круг исследуемых изделий. В случаях узкого применения специализированных томографов, встроенных в производственную цепочку достаточно крупносерийных изделий, например охлаждаемых турбинных лопаток из жаропрочной стали, можно ограничиться максимальным диаметром 100 мм, высотой 300 мм и массой 20 кг, с учетом массы приспособлений для закрепления ОК. Но на таком томографе нельзя будет контролировать керамические формы для этих лопаток, требующие диаметра рабочего поля 300 мм, хотя большинство геометрических дефектов стенок лопаток продуцируется недостатками форм и стержней. Известно, что длина входных лопастей современных винтовентиляторных двигателей достигает 1 м, а масса композитной трансмиссии ГТД энергетических комплексов - более 250 кг. Масса автомобильного двигателя может составить 100 кг, а автоматической коробки передач - порядка 60 кг. Авиационные и морские ТТРД Ж 200…400 мм и длиной до 3 м имеют массу от 150 до 600 кг. Таким образом, разумное расширение массогабаритных характеристик томографа всегда благоприятно для покупателя, т.к. расширяет возможный круг потенциальных ОК.
 В этой связи для универсального промышленного томографа хорошими показателями являются: максимальный диаметр ОК≥500 мм, длина (высота) ОК≥ 1 м и допустимая масса ≥ 250 кг. Модели томографов с соизмеримыми характеристиками ОК: у X-View CT - Х5000-CT (Ø 320 (800) х 1200 мм и масса до 225 кг), у Varian - BIR600/450 (Ø 600 х 1200 мм и масса до 100 кг) и у InspeCTTM 1MV (Ø 800 х 800мм и масса до 100 кг). Европейские универсальные томографы имеют следующие массогабаритные характеристики ОК: GE (phoenix|x-ray) - v|tome|x|450 (Ø 320 (800) х 1000 мм и масса до 100 кг), YXLON - Y.CT Modular (Ø 320 (600) х 630 мм и масса до 65 кг) и Y.CT Universal (Ø 320 (600) х 1200 мм и масса до 75 кг), у Nikon Metrology (X-Tek) - XT H 450LC (Ø 320 х 300 мм и масса до 50 кг) и у RayScan Technologies - RayScan 500 (Ø 320 х 1000 мм и масса до 50 кг). Отечественная фирма ООО “ПРОМИНТРО” предлагает две модели: ВТ-600ХА (Ø 600 х 1000 мм и масса до 300 кг) и ВТ-800ХА (Ø 800 х 1000 мм и масса до 1000 кг). Кроме того, последняя модель позволяет контролировать изделия длиной более 3 м при диаметре до 650 мм. На рис. 1 приведено изображение композитного вала трансмиссии длиной 1200 мм, с диаметром фланца 635 мм и массой 250 кг, установленного на томограф ВТ-600ХА.
В этой связи для универсального промышленного томографа хорошими показателями являются: максимальный диаметр ОК≥500 мм, длина (высота) ОК≥ 1 м и допустимая масса ≥ 250 кг. Модели томографов с соизмеримыми характеристиками ОК: у X-View CT - Х5000-CT (Ø 320 (800) х 1200 мм и масса до 225 кг), у Varian - BIR600/450 (Ø 600 х 1200 мм и масса до 100 кг) и у InspeCTTM 1MV (Ø 800 х 800мм и масса до 100 кг). Европейские универсальные томографы имеют следующие массогабаритные характеристики ОК: GE (phoenix|x-ray) - v|tome|x|450 (Ø 320 (800) х 1000 мм и масса до 100 кг), YXLON - Y.CT Modular (Ø 320 (600) х 630 мм и масса до 65 кг) и Y.CT Universal (Ø 320 (600) х 1200 мм и масса до 75 кг), у Nikon Metrology (X-Tek) - XT H 450LC (Ø 320 х 300 мм и масса до 50 кг) и у RayScan Technologies - RayScan 500 (Ø 320 х 1000 мм и масса до 50 кг). Отечественная фирма ООО “ПРОМИНТРО” предлагает две модели: ВТ-600ХА (Ø 600 х 1000 мм и масса до 300 кг) и ВТ-800ХА (Ø 800 х 1000 мм и масса до 1000 кг). Кроме того, последняя модель позволяет контролировать изделия длиной более 3 м при диаметре до 650 мм. На рис. 1 приведено изображение композитного вала трансмиссии длиной 1200 мм, с диаметром фланца 635 мм и массой 250 кг, установленного на томограф ВТ-600ХА.
 |
|
|---|---|
 |
 |
| рис. 2 | |
Энергия используемого ионизирующего излучения определяет его проникающую способность, что однозначно ограничивает плотность материалов и максимальную толщину контролепригодных ОК [1, 8]. Применительно к томографии изделий, протяженных вдоль одного из направлений, это положение усугубляется многоракурсной схемой просвечивания (в том числе и вдоль наибольших размеров поперечного сечения ОК). Поэтому для томографии алюминиевого литья средних размеров (типа головок блоков цилиндров автомобильных двигателей без стальных втулок) или малоразмерных стальных изделий (типа охлаждаемых турбинных лопаток) необходимы рентгеновские трубки с напряжением 450 кВ (50 мм по стали). Для томографии более крупных стальных изделий рентгеновские трубки не пригодны и необходимо использовать тормозное излучение ускорителей электронов с энергией порядка 4…6 МэВ (150 мм по стали).
Все перечисленные универсальные компьютерные томографы используют (или могут использовать) рентгеновские трубки с напряжением 450 кВ, а InspeCTTM 1MV - ускоритель на 1 МэВ. Отечественные томографы ВТ-600(800)ХА оснащены одновременно рентгеновской трубкой на 450 кВ и ускорителем на 5 МэВ (рис. 2).
Предел пространственного разрешения (ППР) внутри ОК, выраженный в пер/см или "парах линий" на см - важнейшая информационная характеристика компьютерного томографа. Равноценно указание "нерезкости" в виде ширины функции рассеяния "по уровню 0,5" (величина, обратная ППР). В общем случае [3] ППР зависит от размеров фокусного пятна источника излучения, апертуры элементарного детектора, интервала между детектирующими элементами, размеров ОК и его положения между источником и детектором, геометрической точности сканирующей системы, инерционности детектора в масштабе скорости сканирования, размеров рабочего поля томографа, формата и алгоритма (ядра свертки) реконструкции томограмм, углового интервала при многоракурсном просвечивании (обратно пропорционального числу проекций, соизмеримому с форматом томограмм). При повышенном уровне ППР существенны жесткость механики и стабильность координат всех элементов рентгенооптики.
Из перечисленных томографов ППР заявлен определенно только для BIR600/450 - 25 пер/см и для отечественного ВТ-600ХА - 50 (100) пер/см. В документации на остальные томографы приводятся разрозненные данные рентгеновских трубок, детекторов, сканирующей системы, минимального размера пикселя (интервала дискретизации томограммы) но ППР, как комплексная характеристика поставляемого оборудования - не приводится, что не случайно, т.к. фактическое разрешение значительно хуже.
Например, для достаточно крупных ОК диаметром 500 мм практически выполнимо расположение центра вращения примерно посередине расстояния от фокусного пятна до детектора, что соответствует "увеличению" порядка 2. При этом требуется ширина зоны детектирования более 1 м (в 2 раза шире ОК) с шагом менее ширины функции рассеяния и таким же фокусным пятном, а размер пикселя реконструируемой томограммы должен быть меньше 0,5 ширины функции рассеяния. Например (для простоты пересчета), ППР такого томографа в 25 пер/см (0,4 мм) требует ширины фокусного пятна < 0,8 мм, размера пикселя томограммы < 0,2 мм и решетки детекторов с шагом < 0,4 мм на длине 1 м.
Достижение ППР в 50 пер/см (0,2 мм) требует ширины фокусного пятна < 0,4 мм, размера пикселя томограммы < 0,1 мм и решетки детекторов с шагом < 0,2 мм. Для 100 пер/см требования еще жестче в 2 раза. Отсюда, в частности, видно, что для достижения универсальным томографом ППР на уровне 50…100 пер/см не пригодны традиционные фокусные пятна в 2…0,8 мм, а необходимы минифокусные высокоэнергетические источники (трубки и ускорители) с шириной фокусного пятна на уровне 0,4…0,2 мм. Такие условия обеспечены только в томографе ВТ-600ХА (ППР до 100 пер/см), у которого помимо отпаянных минифокусных высокоэнергетических источников (на 450 кВ и 5 МэВ) применены дополнительные управляемые коллиматоры, устраняющие влияние афокального излучения и уменьшающие эффективную ширину фокусного пятна до 0,3 и 0,15 мм.
Для сравнения - уровень ППР современных низкоэнергетических (от 80 до 130 кВ) медицинских рентгеновских томографов с максимальным рабочим полем диаметром 500 мм составляет 13…25 (50) пер/см при ширине фокусного пятна рентгеновских трубок 0,8…0,4 мм и формате томограмм 512х512.
Формат и качество томограмм наиболее типичных и значимых для покупателя ОК являются обобщенным, но (из-за разнообразия возможных артефактов) менее формализованным критерием выбора модели универсального томографа. Большинство универсальных томографов поддерживает форматы реконструируемых томограмм 512х512 и 1024х1024. Наиболее продвинутые (XT H 450LC, BIR600/450 и ВТ-600ХА) позволяют получать томограммы повышенной сложности и в формате 2048х2048, что, однако, требует пропорционально увеличенного числа проекций и соответственно большего времени сбора данных.
 |
 |
|---|---|
| рис. 3 | |
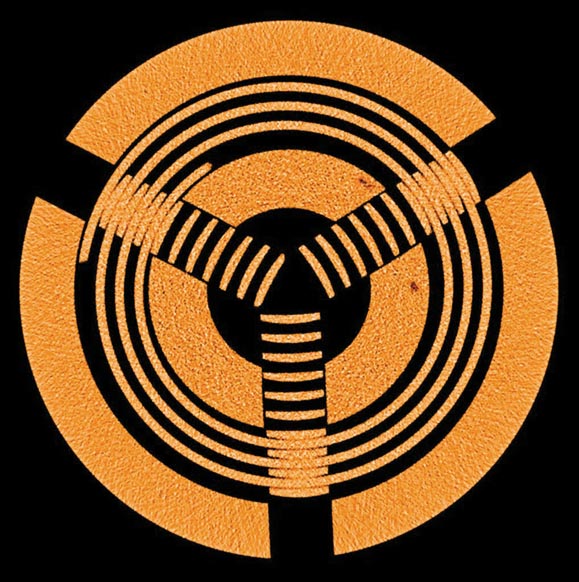
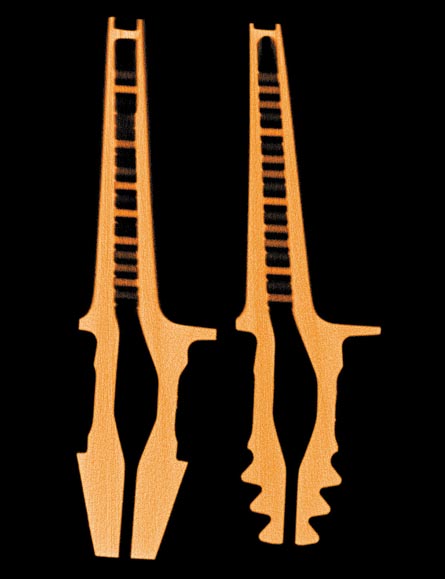
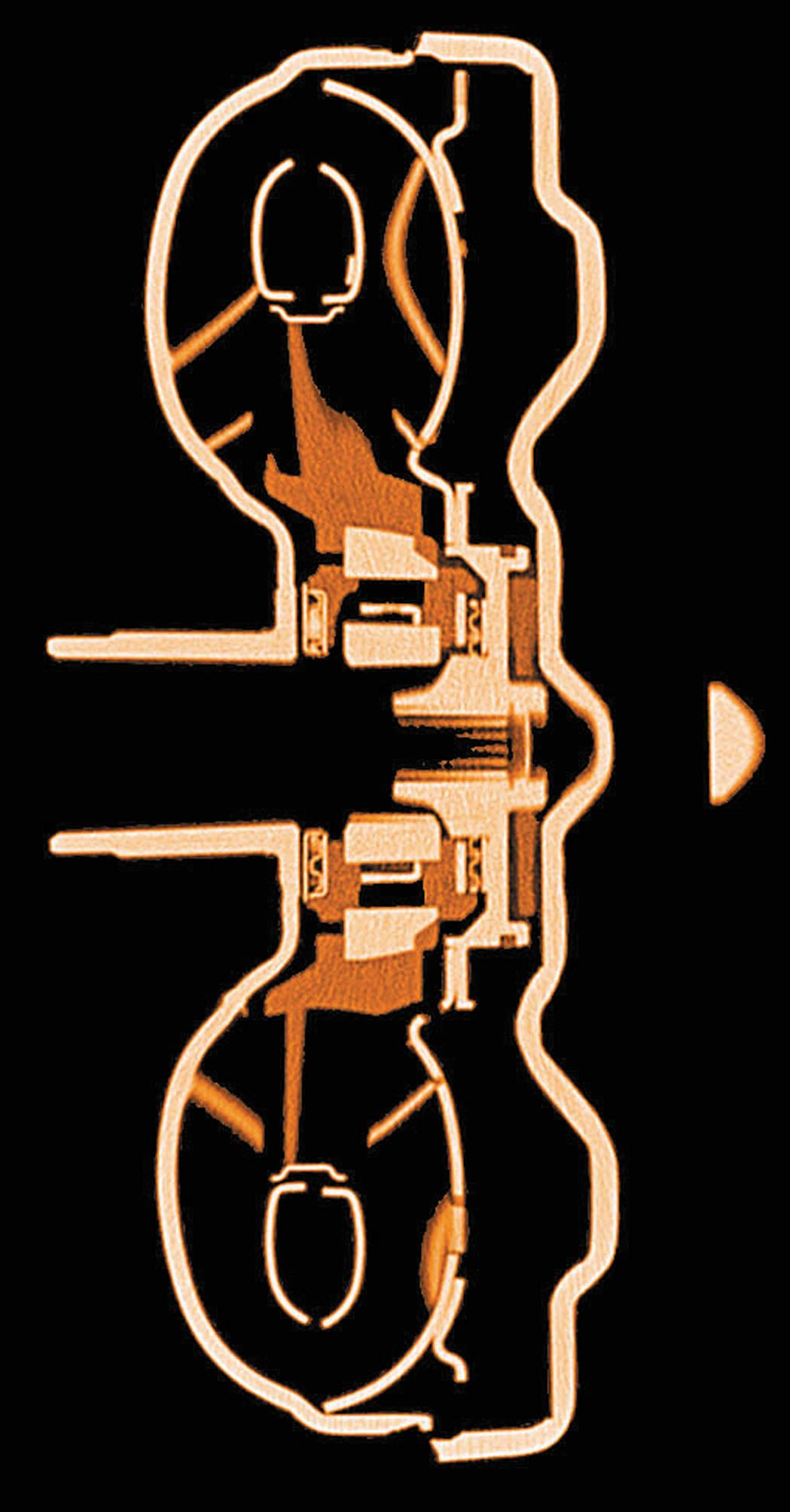
Качество томограмм, помимо высокого формата (подкрепленного адекватным ППР), существенно зависит от уровня специфических артефактов томограмм: лучевых артефактов недостаточного числа проекций, немоноэнергетических искажений уровня "плотности" разнотолщинных ОК, структурных и шумовых искажений, обусловленных пагубным влиянием вклада рассеянного излучения, наиболее значимого для сильно ослабляющих объектов контроля.
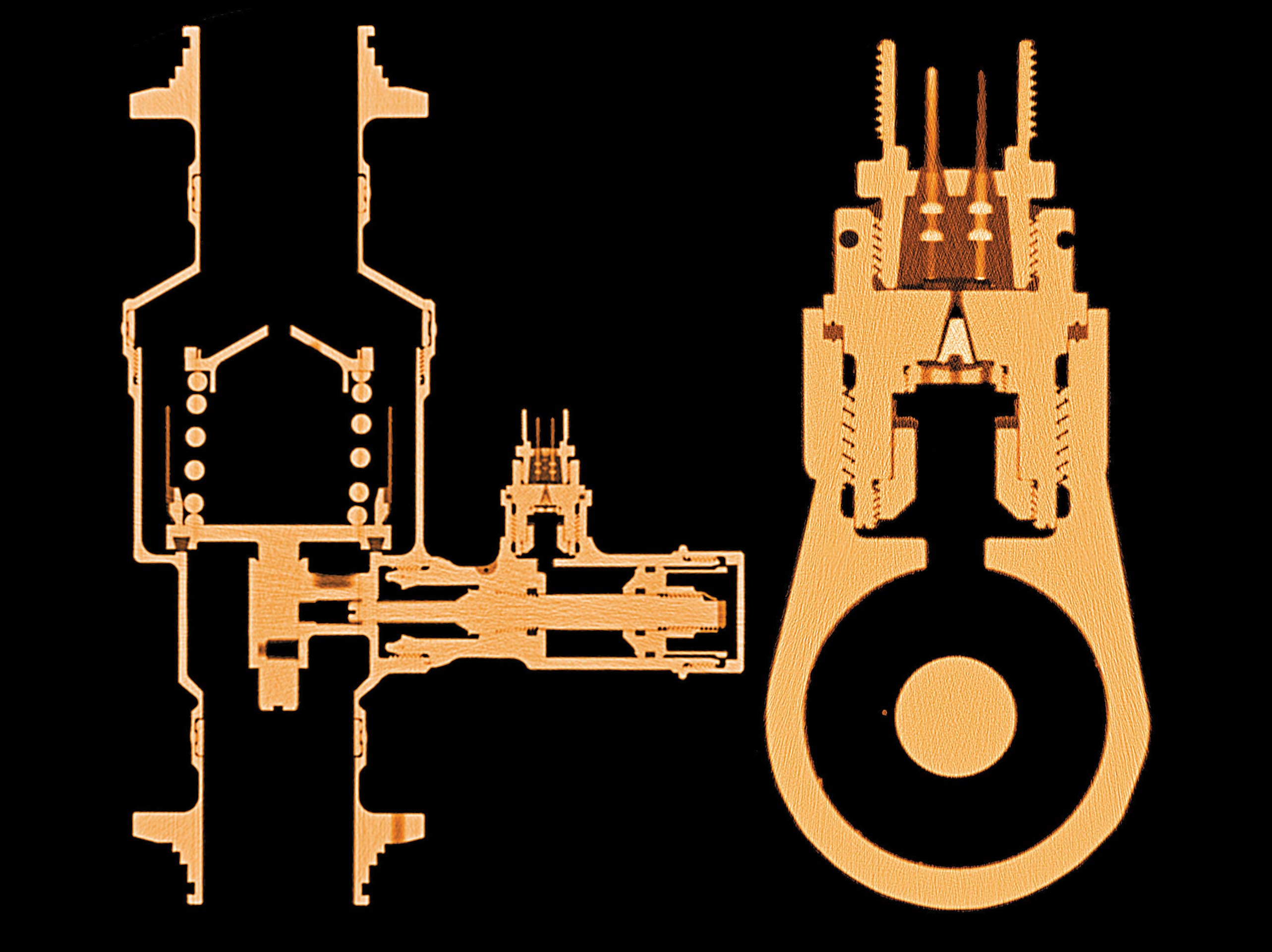
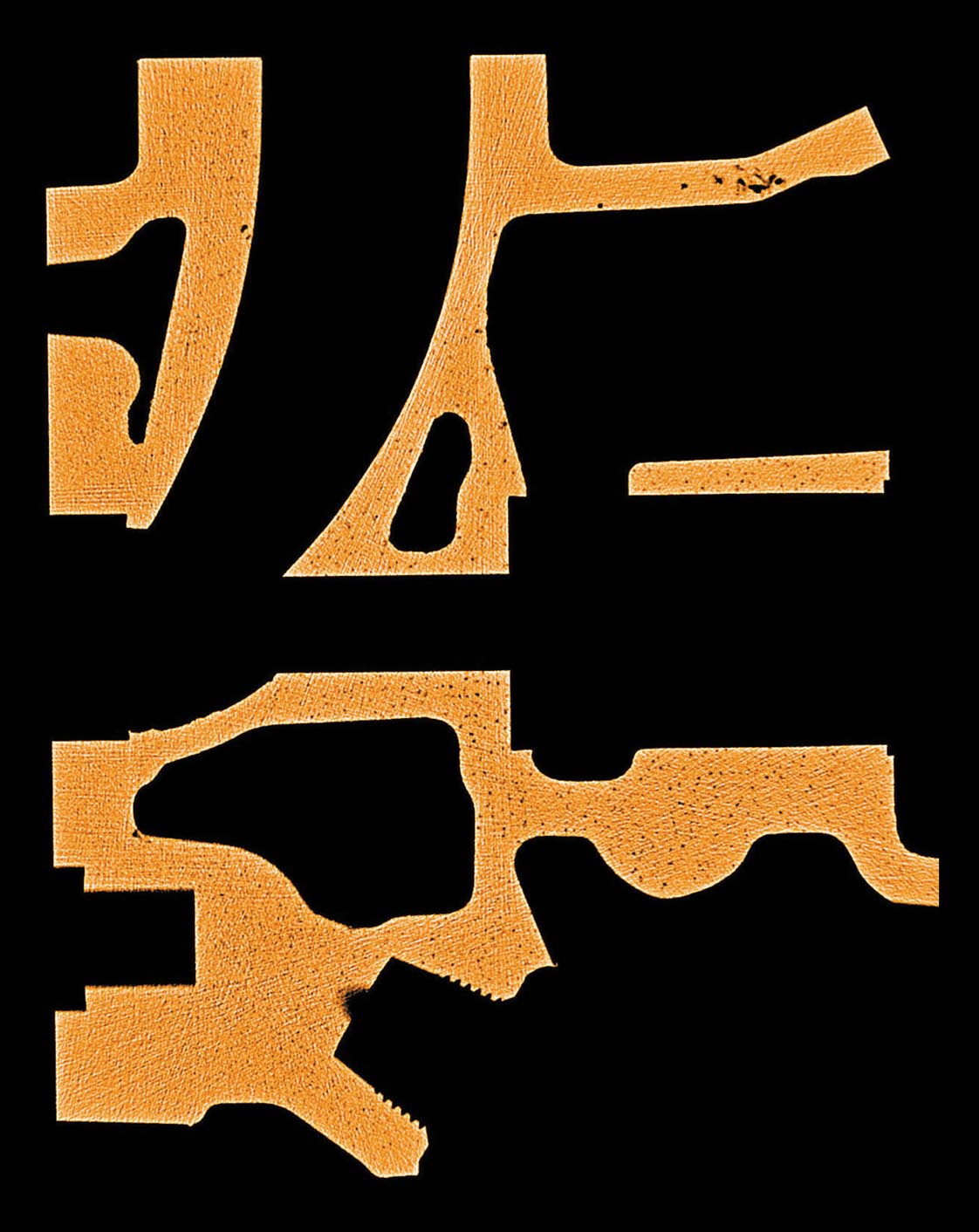
Резкое ухудшение качества и метрологии томограмм, сильно ослабляющих ОК из-за наложения рассеянного излучения, может быть ослаблено уменьшением объема облучаемой части ОК и сильной коллимацией детекторов. Ситуация аналогична известной истории о наблюдении звездного неба днем из глубокого колодца на фоне рассеяния в атмосфере солнечного света. В медицинской одноракурсной рентгенографии в коническом пучке для ослабления вклада рассеянного излучения используют специальные отсеивающие растры (решетки). В этой связи отсутствие эффективных решений по значительному ослаблению вклада рассеянного излучения применительно к высокоэнергетическим плоскопанельным детекторам промышленных томографов - главная причина низкого качества полученных с их помощью томограмм сильно ослабляющих ОК. Томограммы есть, а качества нет. Пока же высокое качество томограмм сильно ослабляющих ОК (рис. 3-5 и [1]) достигается только при использовании линеек детекторов с двумерной коллимацией.
 |
|---|
| рис.4 |
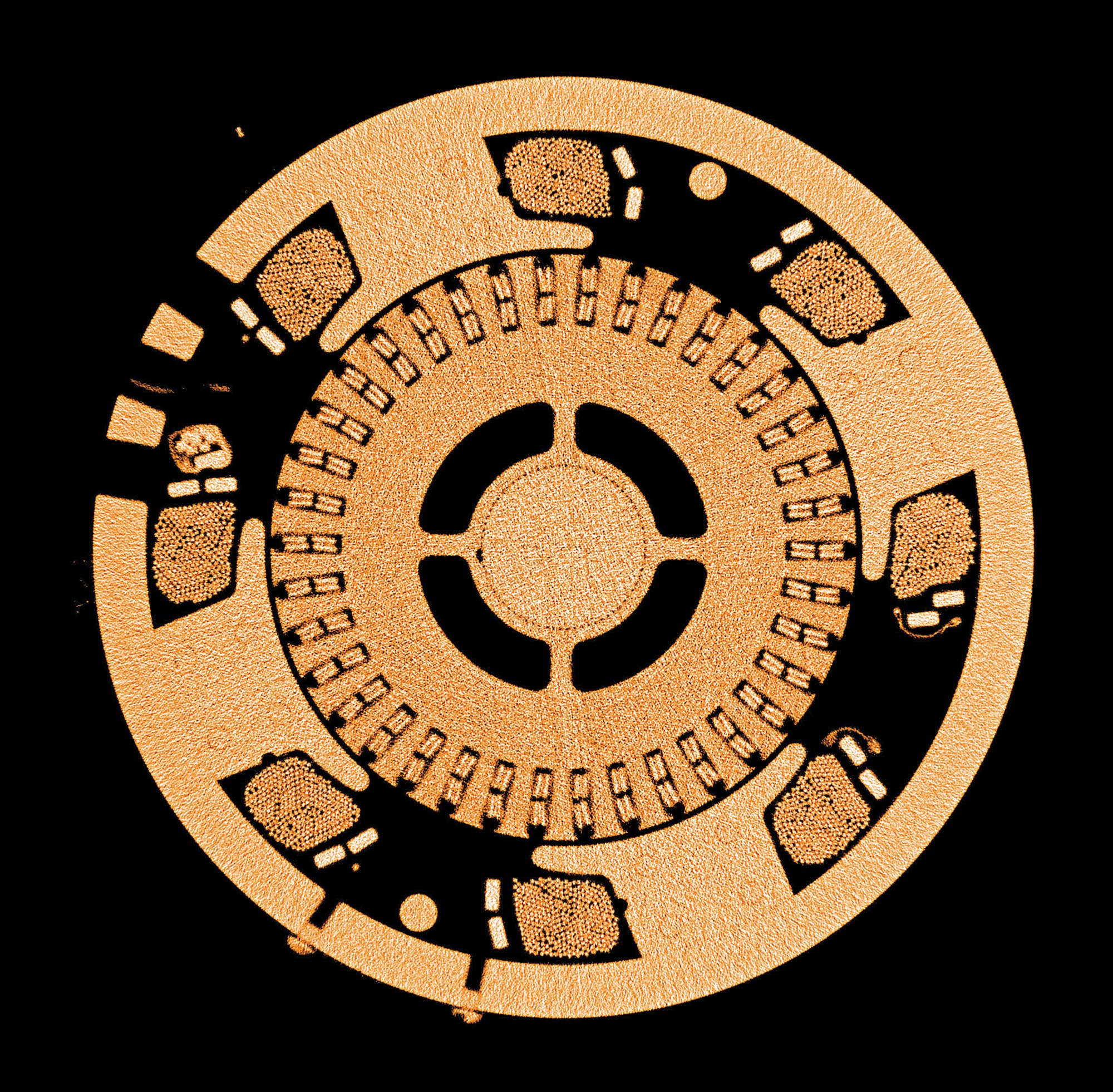
Чувствительность к локальным (меньшим пространственного разрешения) дефектам: порам, включениям и трещинам, зависит от пространственного разрешения, эффективной толщины слоя и числа зарегистрированных квантов (через каждый элемент томограммы) [9-10]. Варьируя этими параметрами универсального томографа (если это предусмотрено), можно оптимизировать чувствительность к дефектам каждого вида. На томограмме алюминиевой головки блока цилиндров (рис. 6) отчетливо видны многочисленные мелкие поры диаметром < 0,3 мм и отдельное скопление более крупных пор и раковин, обусловленное ошибочной технологией литья. При обнаружении локальных дефектов томографы высокого разрешения с более мощными источниками излучения, с ослабленным вкладом рассеянного излучения и детекторами повышенной квантовой эффективности обладают преимуществами пропорционально корню квадратному из числа зарегистрированных квантов.
 Чувствительность к протяженным разноплотностям. Ее высокие значения достигаются даже при низком пространственном разрешении, что доступно всем моделям томографов, однако необходима тщательная коррекция артефактов, обусловленных немоноэнергетичностью тормозного излучения и вкладом рассеянного излучения, который у томографов с плоскопанельными детекторами существенно выше, что и в этом применении снижает их привлекательность.
Чувствительность к протяженным разноплотностям. Ее высокие значения достигаются даже при низком пространственном разрешении, что доступно всем моделям томографов, однако необходима тщательная коррекция артефактов, обусловленных немоноэнергетичностью тормозного излучения и вкладом рассеянного излучения, который у томографов с плоскопанельными детекторами существенно выше, что и в этом применении снижает их привлекательность.
 Производство ответственных изделий современного машиностроения немыслимо без использования адекватных средств измерения линейных размеров. Традиционные машиностроительные средства измерения, например штангенциркули (ГОСТ 166-89) и микрометры (ГОСТ 6507-90) пригодны лишь для измерения доступных снаружи размеров деталей простейшей формы. Поэтому способность компьютерных томографов бесконтактно измерять размеры структурных элементов внутри сложных, пространственно развитых деталей и сборок или неразборных соединений, - важный стимул применения томографов, а для некоторых приложений, как, например, для количественного контроля толщины стенок охлаждаемых турбинных лопаток - определяющий.
Производство ответственных изделий современного машиностроения немыслимо без использования адекватных средств измерения линейных размеров. Традиционные машиностроительные средства измерения, например штангенциркули (ГОСТ 166-89) и микрометры (ГОСТ 6507-90) пригодны лишь для измерения доступных снаружи размеров деталей простейшей формы. Поэтому способность компьютерных томографов бесконтактно измерять размеры структурных элементов внутри сложных, пространственно развитых деталей и сборок или неразборных соединений, - важный стимул применения томографов, а для некоторых приложений, как, например, для количественного контроля толщины стенок охлаждаемых турбинных лопаток - определяющий.
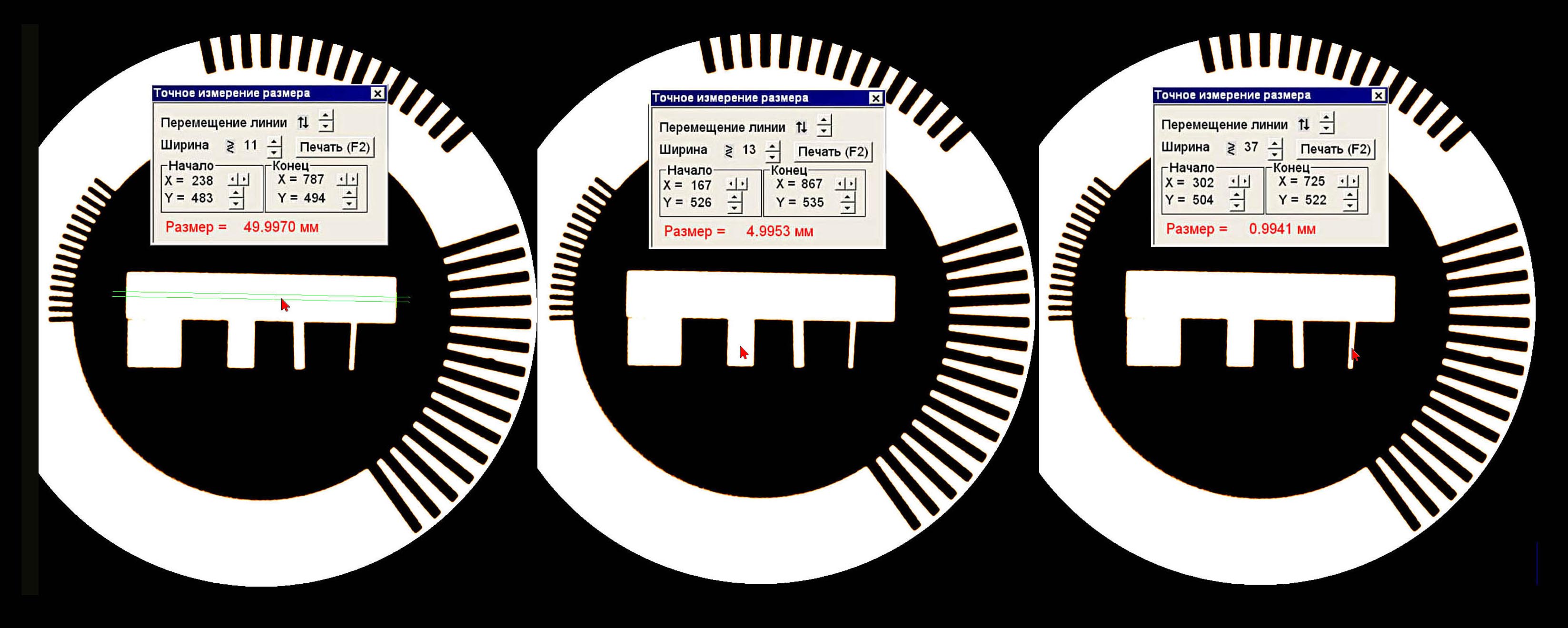
Необходимый при этом диапазон измерений определяется размерами контролепригодных ОК, а требования к точности измерений соответствуют требованиям конструкторской документации и, как правило, находятся на уровне метрологии штангенциркуля ±0,1…0,05 мм. Большинство моделей современных промышленных томографов при правильном выборе режима адекватны этим требованиям [4,11]. При необходимости, возможно достижение и большей точности, но это требует минимизации инструментальных погрешностей томографа, обеспечения повышенной долговременной геометрической стабильности всех элементов рентгенооптической схемы, включая положение фокусного пятна трубки, увеличение экспозиции для обеспечения высокого отношения сигнал/шум, осреднение результатов по серии независимых измерений, более тщательной коррекции немоноэнергетических погрешностей, а для тонких стенок и зазоров - учета ширины функции рассеяния томографа [11]. В общем случае, типичный уровень погрешности измерения внутренних размеров с помощью томографа до 10 раз меньше пространственного разрешения (ширины функции рассеяния). Например, при разрешении 0,2 мм (50 пер/см) можно обеспечить погрешность измерений на уровне < ±20 мкм. Как показано в табл. 1 и на рис. 7, проверку точности измерений томографа удобно выполнять с помощью стальных концевых мер длины по ГОСТ 9038-90, аттестованных точнее 0,4 мкм.
Производительность. Требования к производительности промышленных компьютерных томографов зависят от их назначения.
Универсальный промышленный томограф обычно используется для поэтапной отработки технологии разнородных ответственных изделий, для периодического контроля технологической дисциплины производства, арбитража в спорных случаях обнаружения дефектов другими методами, для входного контроля ответственных комплектующих, для сравнения конструкции и технологии аналогичных изделий разных поставщиков. Во всех этих примерах производительность играет второстепенную роль на фоне перечисленных характеристик. Узким местом обычно является технология, изменение которой по результатам томографического контроля может занять значительно большее время.
 Совсем иначе в случае специализированного томографа, встроенного в технологическую цепочку производства серийных изделий. Он должен обладать максимальной производительностью и надежностью, чтобы темп томографической разбраковки и сертификация 100% изделий не тормозил процесс производства. В этом случае возникают дополнительные требования: автоматизации транспортирования ОК к томографу и от него, быстрой роботизированной установки ОК на томограф (и последующей рассортировки с учетом обработанных результатов контроля), ускоренного сбора данных разноракурсного просвечивания ОК и реконструкции цифровых массивов результатов контроля (не обязательно в виде томограмм), автоматизации и ускорения анализа полученных результатов, составления протокола и маркировки изделий для последующей идентификации. Формирование изображений томограмм и участие оператора в работе такого томографа (радиационного "многоракурсного дефектоскопа") не требуется. Главными критериями становятся достоверность контроля, производительность и надежность работы всего комплекса оборудования, включая проблемы резервирования на случай отказов и технического обслуживания томографа. Создание подобных "сверхбыстрых" моделей, например, модели eXpress-CT американской фирмы North Star Imaging, способной выполнить полный цикл томографической дефектоскопии полного объема малоразмерного ОК за 6 секунд - выдающееся достижение самого последнего времени.
Совсем иначе в случае специализированного томографа, встроенного в технологическую цепочку производства серийных изделий. Он должен обладать максимальной производительностью и надежностью, чтобы темп томографической разбраковки и сертификация 100% изделий не тормозил процесс производства. В этом случае возникают дополнительные требования: автоматизации транспортирования ОК к томографу и от него, быстрой роботизированной установки ОК на томограф (и последующей рассортировки с учетом обработанных результатов контроля), ускоренного сбора данных разноракурсного просвечивания ОК и реконструкции цифровых массивов результатов контроля (не обязательно в виде томограмм), автоматизации и ускорения анализа полученных результатов, составления протокола и маркировки изделий для последующей идентификации. Формирование изображений томограмм и участие оператора в работе такого томографа (радиационного "многоракурсного дефектоскопа") не требуется. Главными критериями становятся достоверность контроля, производительность и надежность работы всего комплекса оборудования, включая проблемы резервирования на случай отказов и технического обслуживания томографа. Создание подобных "сверхбыстрых" моделей, например, модели eXpress-CT американской фирмы North Star Imaging, способной выполнить полный цикл томографической дефектоскопии полного объема малоразмерного ОК за 6 секунд - выдающееся достижение самого последнего времени.
Надежность сложного томографического комплекса - важный фактор успешной многолетней эксплуатации. Типичные требования: срок службы томографа - более 10 лет при наличии технической и методической поддержки поставщика; допустимая частота отказов < 1-2 в год; оперативность устранения отказов - 1 неделя; модернизация программного обеспечения - один раз в два года; модернизация вычислительного комплекса - один раз в пять лет. Наиболее ненадежные подсистемы промышленных томографов - источники ионизирующего излучения и детекторы, отличающиеся коротким гарантийным сроком службы и жесткими требованиями к условиям эксплуатации.
Средства радиационной защиты - неизбежные издержки радиационных методов НК. Большинство фирм-производителей комплектует свои компьютерные томографы массивным автономным рентгенозащитным боксом, который можно установить в обычном незащищенном помещении. Такие боксы имеют подтвержденный санитарным паспортом допустимый уровень мощности экспозиционной дозы < 1 мкЗв/ч на наружной поверхности, обеспечивают силовое питание и необходимые температурные условия эксплуатации оборудования, внутреннее освещение, наружную сигнализацию и блокировку излучения на механизированной двери. При заказе необходимо предусмотреть высоту бокса и схему загрузки, требуемые для размещения возможных ОК. Удобство технического обслуживания подсистем томографа тоже должно быть обеспечено конструкцией бокса. Для напряжения рентгеновской трубки 450 кВ в зависимости от размеров томографа такой бокс может иметь массу от 12 т (XT H 450LC - 3,2х1,6х2,5 м) до 50 т (v|tome|x|450 - 6,1х3,4х3,3 м), но организационно это неплохая альтернатива строительству специализированного рентгенозащищенного помещения. Последнее неизбежно при использовании ускорителей, требующих бетонных стен защиты толщиной не менее метра.
И наконец, о цене. В силу низкой серийности и высокой цены высокоэнергетических источников излучения цена промышленных компьютерных томографов выше цены медицинских рентгеновских томографов и зависит от комплекта поставки и услуг: типа источника или источников излучения, характеристик детекторов, точности и грузоподъемности механики, программного обеспечения, особенностей вычислительного комплекса, наличия и параметров рентгенозащитного бокса, длительности курса обучения и гарантийного обслуживания, комплектности ЗИП и метрологического обеспечения. В зависимости от модели универсального томографа цена может находиться в пределах от 650 тыс. до 1,5 млн евро, а для уникальных крупногабаритных моделей - и более. Тем не менее в силу высокой ответственности контролируемых изделий цена томографа - существенный, но далеко не главный критерий выбора.
Таким образом, класс доступных сегодня промышленных компьютерных томографов весьма разнообразен, и настоящая статья, как надеются авторы, поможет потенциальным покупателям произвести обоснованный выбор.
Литература
1. Вайнберг И.А., Вайнберг Э.И., Цыганов С.Г., Шаров М.М. Достижения и проблемы промышленной рентгеновской томографии. // В мире НК. 2009. № 3. С. 18-21.
2. Standard Guide for Computed Tomography (CT) System Selection. ASTM E-1672-06, ASTM.
3. Standard Practice for Computed Tomography (CT) Examination. ASTM E-1570-00 (2005).
4. Вайнберг И.А., Вайнберг Э.И. Цыганов С.Г. Опыт томографического контроля охлаждаемых турбинных лопаток. // В мире НК. 2007. №1. С. 12-15.
5. Вайнберг Э.И., Цыганов С.Г., Шаров М.М. Опыт трехмерной компьютерной томографии. // В мире НК. 2008. №1. С. 56-59.
6. Вайнберг И.А., Вайнберг Э.И. Компьютерные томографы для неразрушающего контроля и количественной диагностики изделий аэрокосмической промышленности. // Двигатель. 2008. №2. С. 19-23.
7. Вайнберг И.А., Вайнберг Э.И., Цыганов С.Г., Сидорин В.Б. Высокоэнергетические томографы "ПРОМИНТРО". // В мире НК. 2008. №3. С. 64-67.
8. EN 444:1994. Non-destructive testing. General principles for radiographic examination of metallic materials by X- and gamma rays. GEN, 1994.
9. Вайнберг Э.И., Гончаров В.И., Казак И.А., Курозаев В.П. Чувствительность рентгеновской вычислительной томографии при контроле промышленных изделий с локальными дефектами. // Дефектоскопия. 1980. №10. С. 14-20.
10. Reimers P., Goebbels J. New Possibilities of Nondestructive Evaluation by X-ray Computed Tomography. - Materials Evaluation. 1983. v. 42. №6. P.732-737.
11. Вайнберг И.А., Вайнберг Э.И. Измерение размеров внутри сложных неразборных изделий с помощью компьютерных томографов. // В мире НК. 2005. №3. С. 38-41.