|
|



ОБРАБАТЫВАЕМ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Композиционные материалы (FK), благодаря высокой прочности на растяжение и низкой плотности, являются идеальным материалом для изготовления конструкций, обладающих малой массой. А в авиации это требование является одним из главных. Такие материалы находят все более широкое применение и в других отраслях промышленности. Однако широкое применение композиционных материалов затруднено крайне трудной их обработкой.
Широкому применению деталей, изготавливаемых из волокнистых материалов из арамида (AFK, Aramid = Aromatic polyamide), например, кевлара и пластмасс, армированных углеволокном (CFK), до недавнего времени препятствовало только одно - отсутствие достаточно стабильных технологий. При обработке этих материалов обычным инструментом не получалось достичь требуемой шероховатости, кроме того, в заготовке происходили сколы и расслоения материала. Стойкость инструмента при обработке композиционных материалов также была недостаточна. Достижение компромисса невозможно было в принципе - надо обрабатывать тот композиционный материал, из которого изготавливали ту или иную деталь. Выход был один - искать и находить решения в новых конструкциях инструмента.
Компания ГЮРИНГ в состоянии на практике применить свои технические знания (ноу-хау) для поиска экономичных решений. Сегодня ГЮРИНГ предлагает комплексную программу: инструмент и технологию его применения для рациональной обработки стеклопластиковых материалов.
FK-свёрла, FK-зенковки, FK-фрезы и FK-центроборы
Отличительным признаком FK-инструмента компании ГЮРИНГ является серповидное исполнение режущих кромок. Тем самым волокна в направлении растяжения предварительно натягиваются и затем разрезаются в направлении сдвига.
В результате обеспечивается чистый рез и гладкая поверхность.
 При сверлении и зенкеровании период стойкости инструмента достигает 1500 - 2000 операций при условии выбора оптимальных скоростей резания и подачи. Для каждого отдельного инструмента существуют свои оптимальные параметры обработки, которые приводятся в инструкциях. Общим для всех инструментов является требование к величине рабочей температуры, которая не должна превышать 70°С. В противном случае композиционный материал, в котором волокнистая основа в большинстве случаев пропитана эпоксидной смолой или фенольной смолой, размягчается, что приводит к изменению геометрических и качественных параметров конструкции. Исходя из того, что у каждого заказчика инструмента обработке подвергаются различные по составу и структуре композиционные материалы, то и оптимальные параметры резания в каждом случае заказчику необходимо уточнять самостоятельно. Компания ГЮРИНГ готова оказать поддержку в каждом случае.
При сверлении и зенкеровании период стойкости инструмента достигает 1500 - 2000 операций при условии выбора оптимальных скоростей резания и подачи. Для каждого отдельного инструмента существуют свои оптимальные параметры обработки, которые приводятся в инструкциях. Общим для всех инструментов является требование к величине рабочей температуры, которая не должна превышать 70°С. В противном случае композиционный материал, в котором волокнистая основа в большинстве случаев пропитана эпоксидной смолой или фенольной смолой, размягчается, что приводит к изменению геометрических и качественных параметров конструкции. Исходя из того, что у каждого заказчика инструмента обработке подвергаются различные по составу и структуре композиционные материалы, то и оптимальные параметры резания в каждом случае заказчику необходимо уточнять самостоятельно. Компания ГЮРИНГ готова оказать поддержку в каждом случае.
FK-сверло
Изготавливается из цельного твёрдого сплава. Специальная заточка, очень острые, серповидные главные режущие кромки и очень широкие направляющие кромки (рис. 1).
 Параметры обработки:
Параметры обработки:
v = 150…180 м/мин.;
s = 0,05…0,08 мм/об.
Охлаждение не требуется.
В настоящее время производственная программа компании ГЮРИНГ включает производство широкого спектра FK-свёрл.
FK-зенковка
Инструмент для зенковки изготавливается с двумя впаянными в основной корпус серповидными лезвиями из твёрдого сплава. Поставляется в двух вариантах:
 - с цельными направляющими цапфами. Это экономичная конструкция, предназначенная для массового, серийного производства (рис. 2,а);
- с цельными направляющими цапфами. Это экономичная конструкция, предназначенная для массового, серийного производства (рис. 2,а);
- с заменяемыми направляющими цапфами. Это универсальный инструмент и он специально предназначен для выполнения ремонта (рис. 2,б).
Параметры обработки: v = 25…40 м/мин.; s = 0,3…0,5 мм/об. Без охлаждения.
При заказе инструмента необходимо указать: диаметр зенковки (d2), диаметр цапфы (d1), диаметр обрабатываемого отверстия, тип резьбы на хвостовике (дюймы, метрическая резьба), а также угол зенковки и общую длину. Возможны также специальные исполнения инструмента для изготовления оригинальных форм отверстий, предназначенных для размещения головки заклепки.
В производственной программе компании ГЮРИНГ имеется несколько типоразмеров FK-зенковок.
FK-центробор
 Инструмент (рис. 3) оснащен четырьмя лезвиями с положительной геометрией из твёрдого сплава, имеющими такое расположение, что посредством определенного разделения реза достигается чистый рез по стенке отверстия. Центровочная (выталкивающая) направляющая, гарантирует точное центрирование и предотвращают зажим вырезанного диска.
Инструмент (рис. 3) оснащен четырьмя лезвиями с положительной геометрией из твёрдого сплава, имеющими такое расположение, что посредством определенного разделения реза достигается чистый рез по стенке отверстия. Центровочная (выталкивающая) направляющая, гарантирует точное центрирование и предотвращают зажим вырезанного диска.
Параметры обработки:
v = 150…180 м/мин.;
s = 0,05…0,08 мм/об.
Инструмент изготавливается в соответствии с требованиями клиента.
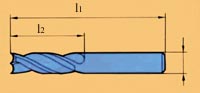
FK-фреза
Фрезы для обработки композиционного материала изготавливается из цельного твёрдого сплава. Фрезы имеют положительную геометрию режущих кромок, расположенными на каждом зубе в противоположных направлениях (рис. 4).
 Параметры обработки:
Параметры обработки:
v = 320…560 м/мин.;
s = 1…2,2 м/мин.
Охлаждения не требуется.
Подробности на сайте компании ГЮРИНГ.
ООО «Гюринг»:
111397, Москва, Зеленый проспект, 20.
Тел.: (495) 989 47 87.
Факс: (495) 989 47 97.
info@guhring.ru
www.guhring.ru
Сервисный центр
603064, Нижний-Новгород, ул. Новикова Прибоя, 4
Тел./Факс: (831) 272 70 51.