|
|



СТАНДАРТЫ РАБОТЫ И ПРОВЕРОЧНЫЕ ИСПЫТАНИЯ
УНИВЕРСАЛЬНЫХ БАЛАНСИРОВОЧНЫХ СТАНКОВ
в соответствии с ISO 2953:1999 (ГОСТ 20076-2007)
Michael Bassmann, Product Line Manager Balancing Service –
Training SCHENCK RoTec GmbH
Виталий Мухин, директор департамента SCHENCK
RoTec ООО "Дюрр Системс РУС"
Дмитрий Райко, ведущий инженер Департамента SCHENCK
RoTec ООО "Дюрр Системс РУС"
Уважаемые коллеги!
Предлагая Вашему вниманию данную статью, мы искренне убеждены, что эта информация будет важна и полезна как специалистам непосредственно связанным с балансировкой, так и руководителям предприятий авиационной отрасли. Практика нашей работы показывает, что подавляющее большинство пользователей балансировочных станков в России либо вообще не имеют представления о том, как проверять свое балансировочное оборудование, либо руководствуются устаревшим стандартом, отмененным еще в 2008 г.. Такое положение вещей не только идет вразрез с действующим на территории РФ техническим законом, но и объективно мешает развитию производства ориентированного на современный менеджмент качества и глобальную стандартизацию в интересах конкуренто-способности конечного продукта.
Введение. Суть вопроса
Каждый станок для динамической балансировки оборудован измерительной системой, позволяющей определить дисбаланс вращающегося ротора, исходя из его вибрационных характеристик. Соотношение между вибрацией и дисбалансом определяется посредством так называемой "калибровки", т.е. методики измерений, основывающейся на определённых разностях значений дисбаланса.
Чтобы определить или проконтролировать определённую разность значений дисбаланса, применяемую в качестве опорного значения, используются так называемые "рабочие образцы (эталоны)", представляющие собой роторы, имеющие особую конструкцию и контрольные грузы. В процессе калибровки в разных местах такого ротора устанавливаются контрольные грузы, номинальные значения масс которых должны быть предварительно введены в блок измерения дисбаланса. Блок измерения дисбаланса рассчитывает, исходя из этих номинальных значений и измеренных сигналов вибрации, калибровочную матрицу (таблицу) и сохраняет её.
Эта процедура предназначена для определения функции преобразования сигналов вибродатчиков в выводимые (отображаемые) значения дисбаланса; она оказывает существенное влияние на последующие измерения, которые будут проводиться на любых других роторах.
Другими словами: качество наладки балансировочного станка и особенно качество используемых рабочих образцов (эталонов) существенным образом влияет на качество процесса балансировки в целом.
Использующиеся для калибровки, наладки или аттестации балансировочных станков рабочие образцы (эталоны) состоят из компонентов двух видов:
- контрольных роторов, также называемых образцовыми или эталонными роторами;
- контрольных грузов, также называемых калибровочными массами или калибровочными грузами.
Как правило, такие роторы имеют конструкцию, позволяющую устанавливать эти массы (грузы) в точно указанных местах.
Такая установленная масса создаёт заданный дисбаланс, характеризующийся определённым угловым положением в определённой плоскости. Любое отклонение от номинального положения и, соответственно, веса используемых грузов или наличие остаточного дисбаланса контрольного ротора искажают результаты испытаний, проводимых с использованием такого рода рабочего образца (эталона).
По какому Стандарту жить?
Приказом Федерального агентства по техническому регулированию и метрологии от 25 января 2008 г. № 7-ст международный стандарт ГОСТ 20076-2007 (ИСО 2953:1999) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2008 г., взамен ГОСТ 20076-89 (ИСО 2953-85).
Понятие "Класс точности балансировки" больше не применяется. Вместо понятия "Класс точности балансировки" введено понятие "Минимально достижимый остаточный дисбаланс". Изготовитель должен указать минимальный остаточный дисбаланс, который может быть достигнут в результате балансировки на балансировочном станке, в единицах удельного дисбаланса (гмм/кг), а также предоставить протоколы с показаниями индикатора, которые соответствуют этому значению дисбаланса. Испытания станка должны проводиться контрольными роторами и контрольными грузами в соответствии со стандартом ГОСТ 20076-2007 (ИСО 2953:1999).
Конструкция контрольных роторов
Действующий международный стандарт ISO 2953: Mechanical vibration - Balancing machines - Description and evaluation (1999-04-15: 3rd edition) / ("Вибрация. Станки балансировочные. Характеристики и методы их проверки" ГОСТ 20076-2007) определяет несколько типов контрольных роторов.
Тип A. Контрольные роторы без шеек, устанавливаемые в вертикальных балансировочных станках с одно или двумя плоскостями коррекции. Плоскости рабочих подшипников подлежащей балансировке детали могут находиться в любом месте, т.е. по одной с каждой стороны или обе с одной стороны основного корпуса ротора.
Тип B. Контрольные роторы с шейками, устанавливаемые на горизонтальные балансировочные станки с, как правило, двумя плоскостями коррекции, находящимися между опорными шейками. Опорные шейки находятся с обеих сторон по оси ротора.
Тип C. Контрольные роторы с шейками, устанавливаемые консольно на горизонтальные балансировочные станки с, как правило, двумя, находящимися в консольной (выступающей) части плоскостями коррекции. Опорные шейки находятся с одной стороны ротора.
Конструкция контрольных грузов
Геометрические параметры контрольных грузов в международном стандарте ISO 2953 не указаны, однако приводятся соответствующие номинальные значения и допустимые отклонения. Они зависят от требующегося воздействия на дисбаланс и точности измерения дисбаланса относительно указанного остаточного дисбаланса.
Кроме того, определяются отклонения мест установки контрольных грузов относительно номинальных мест их установки по каждому из трёх направлений, а именно, указываются положения на оси, по радиусу и углу. Допустимое значение смещения идентично процентному значению, установленному для допустимого отклонения массы при выполнении испытания по проверке коэффициента уменьшения дисбаланса (URR test).
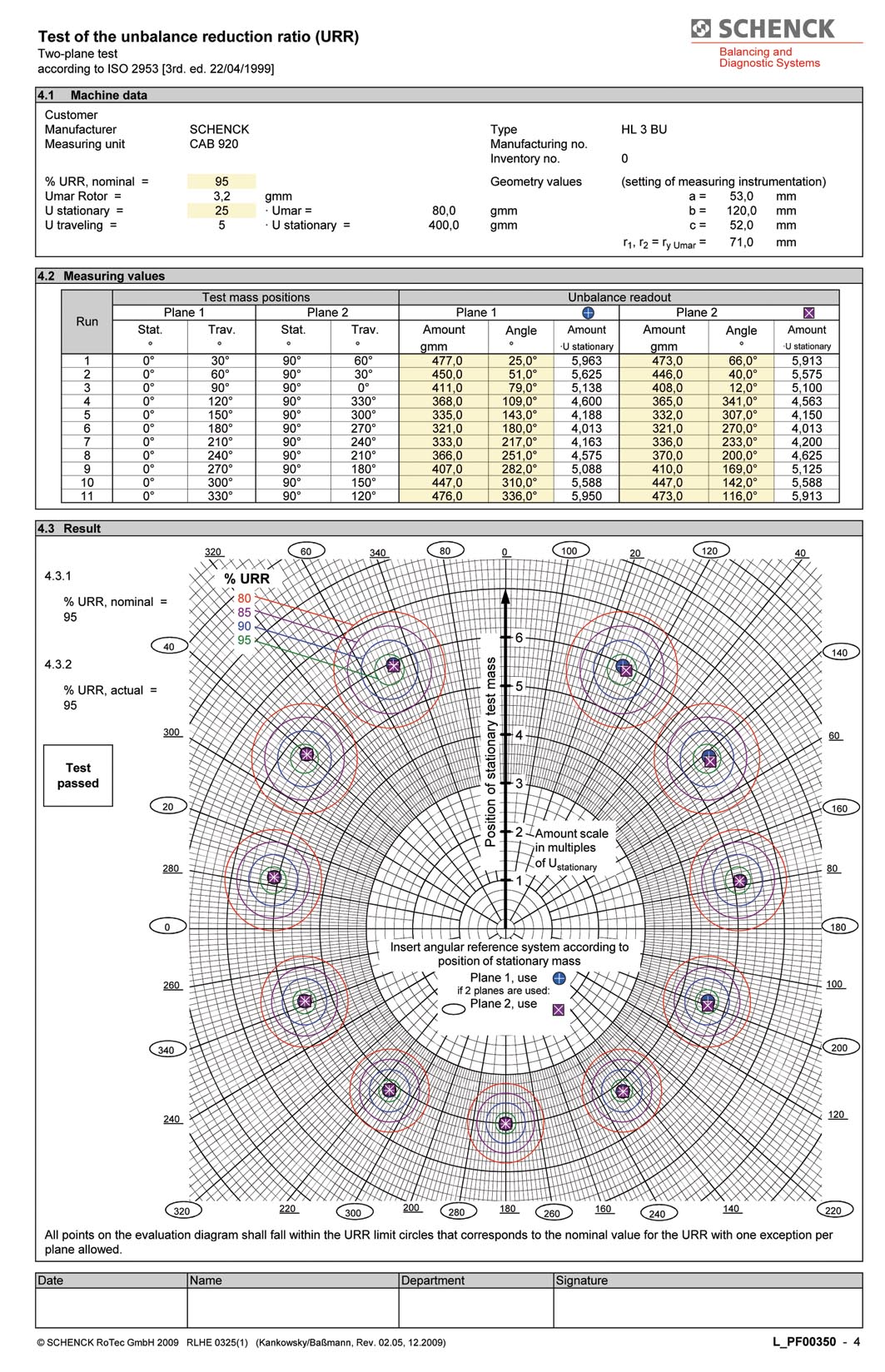
Поскольку для станков компании Schenck устанавливается и проверяется значение коэффициента уменьшения баланса (URR) равное 95 %, при малейших отклонениях обязательно должна проводиться тарировка контрольного ротора и контрольных грузов, используемых при проведении такого рода испытания.
Контрольные грузы, используемые для проверки минимального порога остаточного дисбаланса и коэффициента уменьшения дисбаланса, рассчитываются и изготавливаются специально для каждого балансировочного станка в соответствии с заявляемой производителем точностью станка.
Использование соответствующих нормативным документам контрольного ротора и контрольных грузов
 Как сказано выше, контрольные роторы и контрольные грузы являются ключевыми факторами обеспечения корректности проверки наладки балансировочного станка. Будучи используемыми в качестве рабочих образцов (по отношению к эталонам), они должны соответствовать действующим международным стандартам. Так как в стандарт ISO 2953 в 1999 г. были внесены изменения, не допускается использование конструктивных решений, соответствующих предыдущей редакции этого стандарта.
Как сказано выше, контрольные роторы и контрольные грузы являются ключевыми факторами обеспечения корректности проверки наладки балансировочного станка. Будучи используемыми в качестве рабочих образцов (по отношению к эталонам), они должны соответствовать действующим международным стандартам. Так как в стандарт ISO 2953 в 1999 г. были внесены изменения, не допускается использование конструктивных решений, соответствующих предыдущей редакции этого стандарта.
Основные отличия между контрольным роторами, изготовленными в соответствии со старыми и новыми требованиями, касаются способа установки контрольных грузов, их конструктивных параметров, срединной плоскости, диаметра вала и подхода к балансировке карданных валов.
При доработке контрольных роторов устаревшей конструкции рекомендуется установить в резьбовые отверстия винты без головки и в соответствующих местах расположить три новые контрольные плоскости, т.е. более поздние места установки контрольных грузов должны подвергаться механической обработке с одной установки.
 Для достижения требующегося качества следует обязательно использовать кольцевые контрольные грузы. В них используется центральная резьба с малыми допусками, они могут устанавливаться с большей точностью, и положение их центра тяжести точно известно. Чтобы обеспечить требующееся воздействие на дисбаланс, их конструктивные параметры должны учитывать особенности геометрии соответствующего контрольного ротора. Таким образом, очень важно использовать ротор и контрольные грузы, предназначенные именно для того типа балансировочного станка, для которого они предназначены! Эффективным радиусом контрольного груза является радиус, на котором навинчен контрольный груз, плюс половина высоты этого контрольного груза.
Для достижения требующегося качества следует обязательно использовать кольцевые контрольные грузы. В них используется центральная резьба с малыми допусками, они могут устанавливаться с большей точностью, и положение их центра тяжести точно известно. Чтобы обеспечить требующееся воздействие на дисбаланс, их конструктивные параметры должны учитывать особенности геометрии соответствующего контрольного ротора. Таким образом, очень важно использовать ротор и контрольные грузы, предназначенные именно для того типа балансировочного станка, для которого они предназначены! Эффективным радиусом контрольного груза является радиус, на котором навинчен контрольный груз, плюс половина высоты этого контрольного груза.
С такими грузами рекомендуется использовать резьбовые штыри, а не резьбовые отверстия, как это практиковалось раньше.
Направляющие установочные болты, представляющие собой запатентованное компанией SCHENCK RoTec GmbH конструктивное решение, обеспечивают очень высокую степень точности и устанавливаются на всех новых контрольных роторах этой компании, являющейся мировым лидером по методикам проведения балансировки.
Проверочные испытания
1. Проверка рабочих образцов (эталонов)
Контрольные роторы и контрольные грузы должны рассматриваться как контрольное оборудование и, соответственно, удовлетворять требованиям системы управления качеством. Они должны проходить проверки и периодический контроль состояния, поскольку эти компоненты играют основную роль в обеспечении правильности тарирования балансировочных станков.
Такая проверка должна включать следующие испытания:
- визуальный контроль и функциональные испытания;
- проверка маркировки всех деталей на соответствие применимым стандартам;
- контроль геометрических параметров контрольного ротора и контрольных грузов;
- при необходимости, точное измерение массы контрольных грузов;
- при необходимости, проведение балансировки с максимальной возможной точностью.
В любом случае, должны выполняться следующие необходимые условия:
- на роторе должен быть отчётливо виден идентификационный номер (не номер чертежа);
- на контрольных грузах или, по меньшей мере, на комплекте контрольных грузов должен быть отчётливо виден идентификационный номер;
- должен быть чертёж ротора с указанием подлежащих контролю размеров;
- должен быть чертёж контрольных грузов с указанием подлежащих контролю размеров.
2. Проведение испытаний в соответствии со стандартом ISO 2953 (ГОСТ 20076-2007)
Балансировочные станки представляют собой точное измерительное оборудование и их состояние должно тщательно контролироваться с применением системы управления качеством с целью поддержания их в исправном, работоспособном состоянии. Эти проверки включают периодические проверочные испытания.
Действующий международный стандарт ISO 2953 от 15.04.1999 г. (3 издание) является основным документом, регламентирующим аттестацию балансировочных станков общего назначения (универсальных). В этом стандарте подробно описаны три разных испытания (проверки):
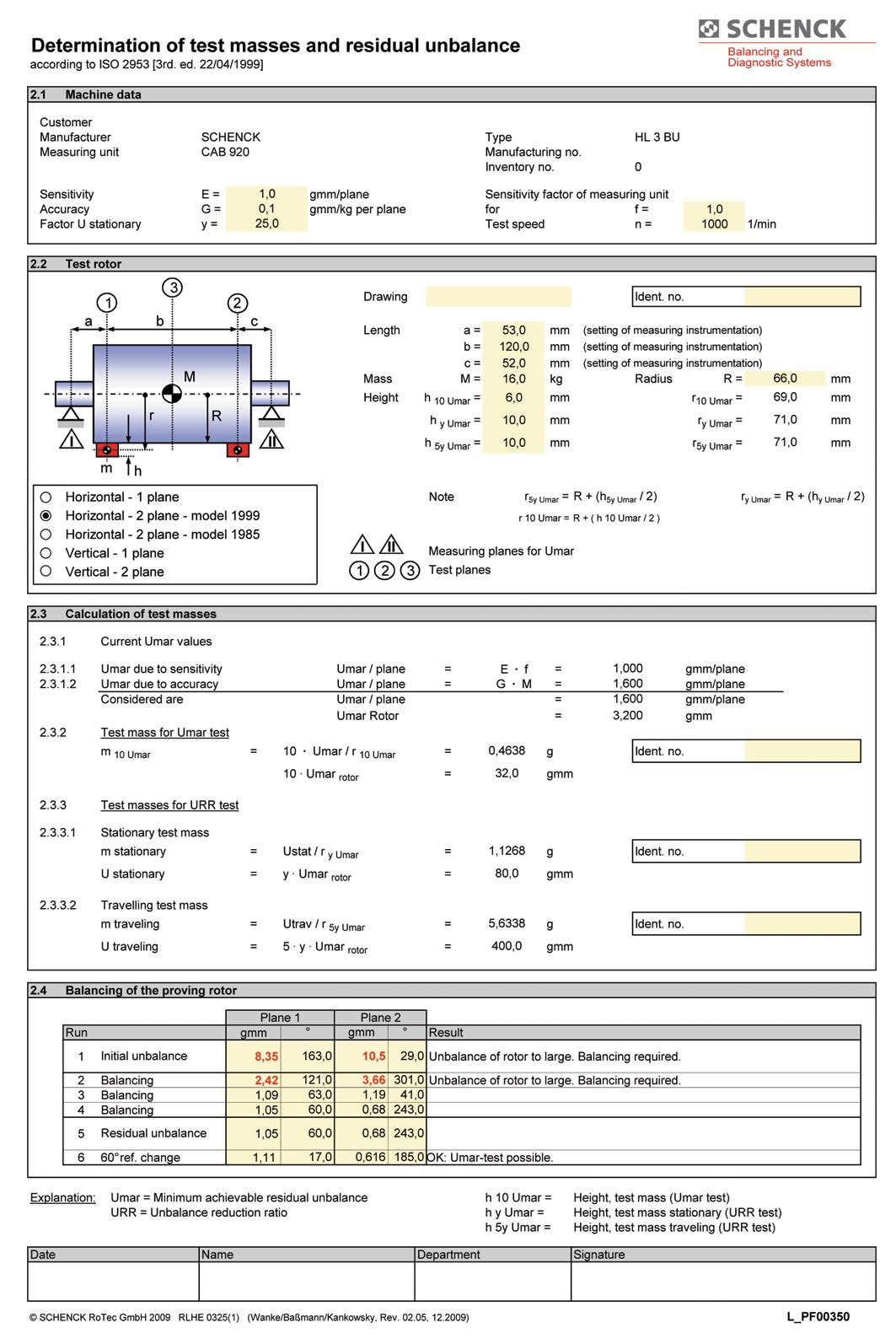
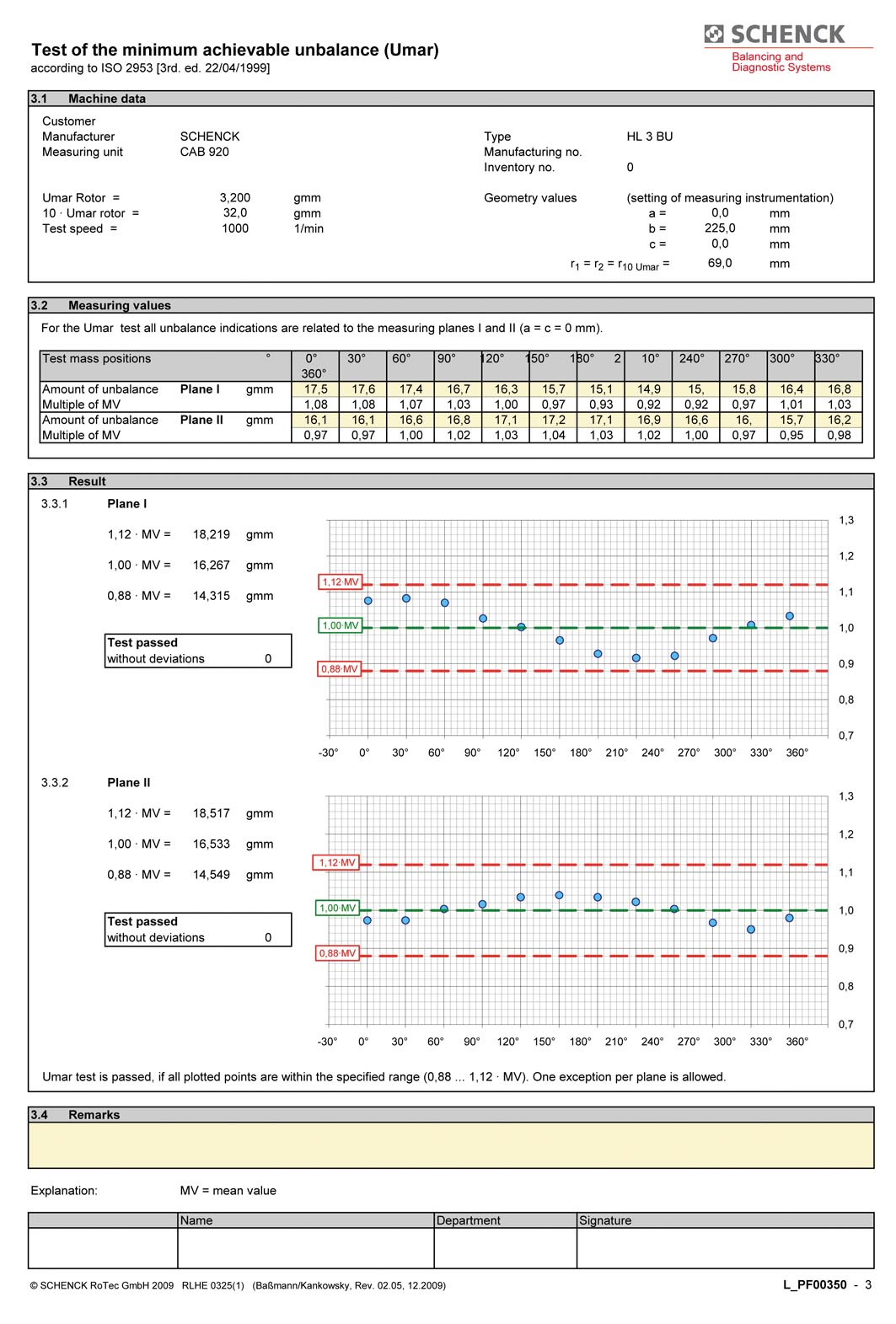
- проверка минимального порога остаточного дисбаланса (Umar);
- проверка значения коэффициента уменьшения дисбаланса (URR);
- проверка компенсаторной способности.
Регистрация результатов проверок
С целью документирования характеристик и эксплуатационной готовности рабочих образцов (эталонов) и балансировочных станков результаты их проверок в лабораториях, аттестованных в соответствии со стандартом DIN EN ISO/IEC 17025, регистрируются таким образом, чтобы обеспечивалось единство измерений по всей метрологической цепочке. Эти результаты должны заноситься в обычный протокол, подробный протокол испытаний или даже в свидетельство о поверке.
В зависимости от требующегося уровня обеспечения качества, эти документы могут содержать разные сведения.
 На базовом уровне: осуществляется простое документирование текущих значений образцов, т.е. предоставляется только основная информация. На этом уровне рабочие образцы (эталоны) обычно используются в качестве наладочных роторов при переналадке станков, а не для их аттестации. Такая документация обычно не соответствует требованиям системы управления качеством.
На базовом уровне: осуществляется простое документирование текущих значений образцов, т.е. предоставляется только основная информация. На этом уровне рабочие образцы (эталоны) обычно используются в качестве наладочных роторов при переналадке станков, а не для их аттестации. Такая документация обычно не соответствует требованиям системы управления качеством.
Эта документация включает:
- запись, содержащую данные о типе образца (номер чертежа), если такие данные имеются;
- полученные фактические значения параметров после проведения наладки;
- сведения о регулировке номинальных значений таким образом, чтобы они соответствовали оговоренным величинам, или информирование об отказе от проведения какой-либо регулировки;
- протокол проверки, оформленный в соответствии с требованиями компании Schenck.
 На контрольном уровне: образцы могут быть аттестованы на соответствие требованиям большинства систем управления качеством. Прослеживаемость и соответствующий контроль обеспечиваются в соответствии со стандартом ISO 9001. Рабочие образцы (эталоны) этого уровня качества могут использоваться для более углублённого контроля эксплуатационных показателей станков, например, в соответствии со стандартом ISO 2953. Соответствующий комплекс операций сопоставим с так называемым тарированием на предприятии-изготовителе, а документация включает:
На контрольном уровне: образцы могут быть аттестованы на соответствие требованиям большинства систем управления качеством. Прослеживаемость и соответствующий контроль обеспечиваются в соответствии со стандартом ISO 9001. Рабочие образцы (эталоны) этого уровня качества могут использоваться для более углублённого контроля эксплуатационных показателей станков, например, в соответствии со стандартом ISO 2953. Соответствующий комплекс операций сопоставим с так называемым тарированием на предприятии-изготовителе, а документация включает:
- запись, содержащую сведения об образцах (номер чертежа и серийный номер);
- краткое описание используемой методики испытаний;
- сведения о номинальных значениях и допустимых отклонениях;
- полученные фактические значений параметров после проведения наладки;
- регулировки фактических значений на основе официально утверждённых или иных методик испытаний;
- сертификат соответствия (заключение о соответствии), если он/оно требуется;
- описание (идентифицирующие данные) используемого измерительного и испытательного оборудования;
- акт проверки (тип 3.1 в соответствии со стандартом DIN EN 10204).
 Эталонный уровень: соответствует самым строгим требованиям системы управления качеством. Контроль проводится в соответствии с утверждёнными процедурами согласно стандарту DIN EN ISO/IEC 17025.
Эталонный уровень: соответствует самым строгим требованиям системы управления качеством. Контроль проводится в соответствии с утверждёнными процедурами согласно стандарту DIN EN ISO/IEC 17025.
Этот уровень предназначен для выполнения калибровочных и поверочных заданий в соответствии с требованиями нормативного документа Общества авто- и авиаинженеров (США) "Рекомендуемая практика авиационно-космических работ" (SAE ARP); он обеспечивает самую высокую степень уверенности в точности полученных данных. Соответствующая документация сопоставима с международно признаваемыми поверочными сертификатами, выдаваемыми другими аккредитованными лабораториями. Документ включает:
- запись, содержащую сведения об образцах (номер чертежа и серийный номер);
- описание утверждённой методики испытаний и соответствующие ссылки;
- сведения о номинальных значениях и допустимых отклонениях;
- фактические значения параметров до и после проведения регулировок;
- регулировки фактических значений на основе официально утверждённых методик испытаний;
- сертификат соответствия (заключение о соответствии) применимым стандартам;
- подробное описание (идентифицирующие данные) используемого измерительного и испытательного оборудования;
- сведения о недостоверности измерений для каждой контрольной точки;
- сертификат проверки, оформленный в соответствии со стандартом DIN EN ISO/IEC 17025.
Только на такой документ ставится логотип DAR (Deutscher Akkreditierungsrat - Немецкий совет по аккредитации) и именно такой документ гарантирует наивысший достижимый в настоящее время уровень качества.
Что делать дальше?
Этот вопрос, как и ряд других, например: "Где найти рабочие эталоны для проверки станков? Кто может квалифицированно провести такую проверку?", Вы обязательно зададите себе. И с нашей стороны было бы некорректно оставить эти вопросы без внимания!
Конечно, каждый пользователь балансировочного оборудования может изготовить или приобрести рабочие образцы (эталоны) и эталонные грузы в соответствии со стандартом ГОСТ 20076-2007 (ИСО 2953:1999), как впрочем и поступают заводы авиационно-космической отрасли, приобретая вместе с балансировочными станками Schenck и комплекты эталонных роторов с эталонными грузами.
Но вполне очевидно, что не каждому предприятию целесообразно иметь у себя такой эталон, а уж тем более специалиста, умеющего квалифицированно проверять балансировочные станки.
Понимая это, фирма Schenck RoTec впервые в России предлагает дополнительную услугу.
В качестве первого шага мы оснастили Московский сервисный центр компании Schenck RoTec комплектом Эталонных Сертифицированных Роторов (Тип В) в соответствии со стандартом ISO 2953:1999 (ГОСТ 20076-2007) для проверки горизонтальных станков. Инженеры Московского сервисного центра Schenck прошли необходимую подготовку в аккредитованной лаборатории компании Schenck RoTec GmbH в городе Darmstadt (Германия) и готовы осуществить квалифицированную проверку горизонтальных балансировочных станков любых типов и любых производителей с использованием имеющихся в нашем распоряжении эталонных роторов.
При наличии у заказчика собственного эталонного ротора, соответствующего стандартам ISO 2953:1999/ГОСТ 20076-2007 или SAE, любого типа (А, В или С), мы готовы провести проверку с использованием имеющегося образца.
Важным аспектом является то, что по результатам проверки заказчику предоставляется стандартизированный протокол и сертификат проверки Schenck.
О компании: немецкая компания SCHENCK RoTec GmbH - мировой лидер по производству балансировочного оборудования для авиационной техники.
История авиации и компании SCHENCK неразрывно связаны между собой начиная с 1907 года, когда Карл Шенк создал первый балансировочный станок для первого в мире серийного авиадвигателя "Гном".
SCHENCK непрерывно следил за развитием авиационной техники и всегда обеспечивал своих заказчиков самыми прогрессивными и уникальными для своего времени балансировочным оборудованием и технологическими решениями.
В настоящее время компания SCHENCK предлагает своим заказчикам самый полный спектр технических решений в области балансировки для авиационной отрасли. В нашем модельном ряду представлены горизонтальные и вертикальные балансировочные станки для динамической балансировки, статические балансировочные машины и моментные весы с возможностью измерения момента в плоскостях числом до 3-х, специальная высокоточная оснастка, а также специальное оборудование для поверки любых типов балансировочных машин.
Предлагаемое нами оборудование сертифицировано на соответствие международным и российским стандартам - ISO и ГОСТ-Р.
Пользователями оборудования SCHENCK являются компании, занимающиеся производством и ремонтом авиационной техники, такие как: SNECMA, Pratt&Whitney, Rolls-Royce, ОАО "Пермский моторный завод", НПО "Сатурн", ФГУП "ММПП Салют" и др.
С 2006 г. в Москве работает официальное представительство компании SCHENCK, которое осуществляет продажи балансировочного оборудования в России и странах СНГ, обучает работе на станках, предоставляет сервис, техобслуживание и поставку запасных частей со склада в г. Москве, с 2010 г. проводит аттестацию балансировочного оборудования в соответствии со стандартами ISO 2953:1999, ГОСТ 20076-2007.
Представительство SCHENCK RoTec GmbH в Москве:
ООО "Дюрр Системс РУС".
Департамент SCHENCK RoTec.
125047, Россия, Москва, Оружейный переулок, 15А.
Тел.: (495) 741-0091.
Факс: (495) 741-0092.
www.schenck-rotec.ru www.schenck-rotec.com