|
|



УДК 621.438 ББК 36.55
ВОПРОСУ ИЗГОТОВЛЕНИЯ МОНОШТАМПОВАННЫХ ЦЕНТРОБЕЖНЫХ РАБОЧИХ КОЛЕС
Владимир Михайлович Воробьев, ООО "МНТЦ Аверт", д.т.н.
Работа отражает разработку и освоение новых технологических процессов изготовления рабочих колес открытого типа для вентиляторов центробежных компрессоров методами обработки металлов давлением (точной штамповкой) в многоканальных сборно-разборных штампах. Данное технологическое направление позволяет достичь прогресса в создании новых ГТД с повышенными параметрами.
Article reflects research and development of the new technological process. This is manufacturing of open type driving wheels for centrifugal compressor's fans by methods of processing metals by pressure (precise extrusion) in multichannel mountable-dismountable stamps. The given technological direction allows reaching progress in creation of new gas-turbine engines with the heightened parameters.
Ключевые слова: моноштампованные, центробежные рабочие колеса, турбоагрегат, многоканальный штамп.
Keywords: monostamped, centrifugal driving wheels, turboaggregate, multichannel stamp.
Данная публикации обобщает накопленный опыт производства моноштампованных центробежных рабочих колес (РК) компрессора ГТД с использованием новых технологических процессов комбинированного выдавливания деформируемого металла в многоканальных сборно-разборных штампах.
С развитием малоразмерных двигателей для самолетов, вертолетов и транспортных средств мощностью 200…550 л.с., взамен поршневых двигателей, одной из ключевых актуальных задач при производстве малоразмерных ГТД является создание передовых технологий изготовления РК центробежного компрессора.
В настоящее время возможно изготовление предполагаемых конструкций РК компрессора ГТД несколькими способами [1, 2, 3]:
- моноколеса - механическим путем из целиковой заготовки;
- монолитые - точным литьем;
- монопорошковые - методами порошковой и гранульной металлургии;
- моноспаенные или моносварные - сборкой двух или трех деталей пайкой или сваркой [1 - 3].
 Указанные работы не рассматривают существующие способы изготовления моноколес из штампованных на молотах и кривошипных прессах заготовок с большими припусками и уклонами механическим путем, в том числе сборкой из двух или трех частей (механической сборкой) [4].
Указанные работы не рассматривают существующие способы изготовления моноколес из штампованных на молотах и кривошипных прессах заготовок с большими припусками и уклонами механическим путем, в том числе сборкой из двух или трех частей (механической сборкой) [4].
Поднятая "Двигателем" тема производства цельноштампованных РК центробежного компрессора для двигателей легкомоторной, малоразмерной и других типов авиации из цветных сплавов по схеме "диск вместе с лопатками" с готовыми после пластического деформирования служебными поверхностями весьма актуальна, так как такое производство позволяет снизить трудоемкость и металлоемкость, повысить механические и эксплуатационные свойства моноштампованных РК вентиляторов.
Рассмотрим технологический аспект на примере изготовления моноштампованных рабочих колес газовых и гидравлических лопаточных машин из цветных сплавов.
Методы пластического деформирования применялись при изготовлении РК агрегатов турбонаддува с 20-х годов прошлого столетия на паровоздушных молотах и кривошипных прессах, с большими уклонами (7...10°) и припусками на механическую обработку из-за отсутствия систем выталкивания штампованной заготовки [4].
Каждый из указанных технологических способов изготовления РК лопаточных машин обладает своими определенными достоинствами и недостатками:
1. Изготовление моноколес из цельной заготовки механическим путем характеризуется высокой трудоемкостью, низким коэффициентом использования материала (КИМ) и отсутствием направленных волокон в направлении действия максимальных нагрузок. Коэффициент необрабатываемых поверхностей (КНП) равен нулю.
 2. Изготовление моноколес из штампованных заготовок на молотах и кривошипных прессах, по сравнению с п. 1, характеризуется более низкой трудоемкостью, более высоким КИМ и частично направленными волокнами в направлении действия максимальных нагрузок при эксплуатации. При этом КНП также равен нулю.
2. Изготовление моноколес из штампованных заготовок на молотах и кривошипных прессах, по сравнению с п. 1, характеризуется более низкой трудоемкостью, более высоким КИМ и частично направленными волокнами в направлении действия максимальных нагрузок при эксплуатации. При этом КНП также равен нулю.
3. Изготовление монолитых колес методами точного литья позволяет снизить трудозатраты при окончательной обработке литой заготовки, однако, технологический цикл точного литья длительный (15 - 30 дней) и трудоемкий. КИМ повышается до 0,5, а КНП - до 0,6.
Монолитым колесам присущи следующие недостатки: литой металл склонен к образованию усталостных трещин из очагов на необработанных поверхностях проточных каналов; в заготовках РК из литейных сплавов присутствуют литейные дефекты: поры, рыхлоты, засоры, являющиеся концентраторами напряжений [2, 3].
Материал литых заготовок РК лопаточных машин характеризуется нестабильными механическими свойствами, относительно низкой пластичностью и ударной вязкостью. Вследствие этого для монолитых РК принимается повышенный запас прочности по разрушающей частоте по сравнению с РК из деформируемых материалов.
 4. Существенным достоинством обладают моноштампованные РК из деформируемых сплавов, штампуемые в изотермических условиях на гидравлических, гидровинтовых прессах в горячих штампах и на высокоскоростных молотах в холодных штампах, оборудованных автономными системами выталкивания. Это позволяет изготовлять моноштампованные заготовки методами точной объемной штамповки с минимальными уклонами 0,4…0,5° или без них, с готовыми необрабатываемыми, после штамповки, функциональными поверхностями проточных каналов. При этом обеспечивается высокая прочность, пластичность и ударная вязкость. Одновременно практически отсутствуют дефекты, достигается однородная мелкозернистая структура с неперерезанными волокнами, направленными по направлению действия максимальных нагрузок при эксплуатации.
4. Существенным достоинством обладают моноштампованные РК из деформируемых сплавов, штампуемые в изотермических условиях на гидравлических, гидровинтовых прессах в горячих штампах и на высокоскоростных молотах в холодных штампах, оборудованных автономными системами выталкивания. Это позволяет изготовлять моноштампованные заготовки методами точной объемной штамповки с минимальными уклонами 0,4…0,5° или без них, с готовыми необрабатываемыми, после штамповки, функциональными поверхностями проточных каналов. При этом обеспечивается высокая прочность, пластичность и ударная вязкость. Одновременно практически отсутствуют дефекты, достигается однородная мелкозернистая структура с неперерезанными волокнами, направленными по направлению действия максимальных нагрузок при эксплуатации.
Моноштампованные РК изготовляются различными методами выдавливания: прямым - обратным; радиальным - аксиальным и комбинированным, или изготовляются сочетанием перечисленных методов [5 - 7].
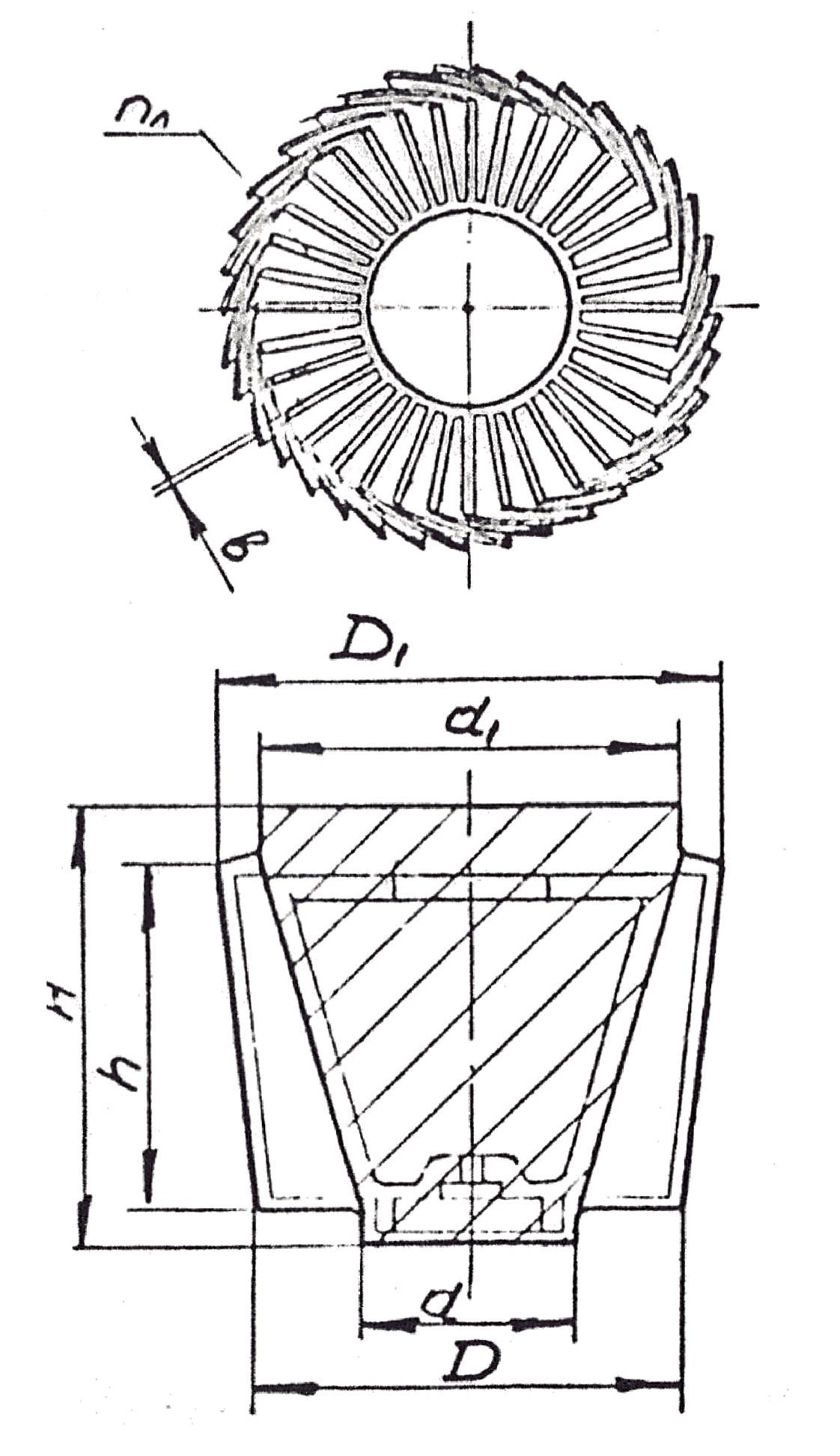
В авиационной промышленности накоплен определенный опыт изготовления цельноштампованных РК по схеме "диск вместе с лопатками" с готовыми после штамповки функциональными поверхностями в проточных каналах (рис. 2, 3). Необходимые механические свойства обеспечиваются правильной технологией процессов точной объемной штамповки.
![]() Классификация моноштампованных РК из алюминиевых, титановых и нержавеющих сталей лопаточных газовых и гидравлических машин, разработанная автором [8], представлена в табл. 1.
Классификация моноштампованных РК из алюминиевых, титановых и нержавеющих сталей лопаточных газовых и гидравлических машин, разработанная автором [8], представлена в табл. 1.
Было освоено серийное производство около 30 типоразмеров моноштампованных РК центробежных турбин из деформируемых алюминиевых и титановых сплавов.
Все моноштампованные РК изготовляются в многоканальных (многоразъемных) штампах сборно-разборной конструкции для воздушных турбоагрегатов ГТД, авиационных турбохолодильников, турбодетандеров и других агрегатов и установок.
Данный технологический процесс изготовления моноштампованных колес РК центробежных компрессоров и турбоагрегатов позволяет выдавливать галтели (переход от диска к лопаткам) в широком диапазоне размером от 1,5 до 5,0 мм, а также выдавливать тавр на входе в колесо от 2,5 до 6,0 мм и более. КИМ повышается до 0,7 и КНП - до 0,6. Механические свойства на 10…15% выше по сравнению с прессованной заготовкой.
В данной статье представлены материалы по классификации РК тип В, вид 3 и группы 5, 6 и В.3.5 и В.3.6. Данные по конструктивным элементам и механическим свойствам моноштампованного РК центробежного вентилятора, изготовленного из высокопрочного алюминиевого сплава В95 представлены в табл. 2:
(а) - также применимо к поковкам, полученным свободной ковкой или к деталям, изготовленным из них с помощью механической обработки;
(б) - в соответствие с ГОСТ 3.1109 минимальные требования к механическим характеристикам в направлениях вдоль и поперек волокон были, соответственно: предел прочности на растяжение 57 и 50 кгс/мм2; предел текучести 46 и 44 кгс/мм2; относительное удлинение 7 и 5%;
(в) - масса поковки, полученной свободной ковкой - 177,2 кг;
(г) - площадь поковки в плане (свободная ковка) - 216771 мм2;
(д) - приведенные допуски являются типовыми. Допуски на минимальную толщину полотна были +0,76; -0,38 мм;
(е) - данные по затратам отнесены на один летательный аппарат, куда требуется 5 левых и 5 правых деталей.
Макроисследования не обнаружили дефектов деформируемого металла моноштампованного центробежного РК турбоагрегата. Характерно благоприятное расположение волокон в цилиндрических и диаметральных сечениях, которое совпадает с направлением действия максимальных нагрузок при эксплуатации.
Перерезанные волокна на служебных поверхностях отсутствуют, что позволяет повысить надежность моноштампованных РК центробежных вентиляторов, в том числе и стабильность механических свойств по всему сечению штампованной поковки РК.
Выводы
1. Технологические процессы радиального выдавливания, используемые при изготовлении моноштампованных колес в авиационном агрегато- и двигателестроении, можно применять в судостроении при изготовлении аналогичных двигателей РК турбохолодильников, турбостартеров и винтов судовых двигателей с использованием многоканальных штампов.
2. Моноштампованные детали обладают повышенными механическими и эксплуатационными свойствами, а также стойкостью к попаданию посторонних предметов благодаря формированию волокнистой структуры по направлению действия локальных нагрузок.
3. Процесс - высокопроизводительный с малым временем технологического цикла, быстро переналаживаемый с одного типоразмера на другой.
Литература
1. Богуслаев В.А., Муравченко Ф.М. и др. Технологическое обеспечение эксплуатационных характеристик двигателей ГТД. Лопатки компрессоров и вентиляторов. Часть 1/ Запорожье, "Мотор Сич", 2003.
2. Гомберг А.А. и др. Открытые перспективы "закрытого колеса" // "Двигатель", №6, 2010 г.
3. Зубов В.П., Пудовкина Г.А. Анализ конструктивно-технологических параметров монолитых колес газотурбинных двигателей. // "Авиационная промышленность", №2, 1990 г.
4. Сторожев М.В., Середин П.И., Кирсанова С.Б. Технология ковки и горячей штамповки цветных металлов и сплавов. // "Высшая школа", М., 1967, 356 с.
5. Воробьев В.М. и др. Новое в технологии штамповки рабочих турбинных колес. // "Кузнечно-штамповочное производство" №4, 1975.
6. Воробьев В.М. Экспериментальные исследования и разработка процессов высокоскоростного бокового выдавливания. Автореферат диссертации, к.т.н. // "Станкин", 1976.
7. Воробьев В.М., Дроздова Н.Ю. Однопереходная объемная штамповка заготовок рабочих колес центростремительных турбин и центробежных компрессоров. // "Кузнечно-штамповочное производство" №4, 1986, с. 10 - 12.
8. Воробьев В.М. Основы теории и реализация технологических решений производства точной штамповкой заготовок в многоразъемных штампах. Автореферат диссертации, д.т.н., МАТИ, 2010, 47 с.
Связь с автором:
тел.: +7 (499) 978-04-34.
Электронная почта: avert_msk@mail.ru