|
|

 НОВОЕ
В ПРОИЗВОДСТВЕ ЛОПАТОК ТУРБИН
НОВОЕ
В ПРОИЗВОДСТВЕ ЛОПАТОК ТУРБИН
ФГУП "ММПП "Салют":
Юрий Сергеевич Елисеев, генеральный директор, д.т.н.
Ольга Геннадиевна Оспенникова, главный металлург, к.т.н.
В металлургических цехах ФГУП "ММПП "Салют" постоянно ведется разработка и внедрение новых перспективных технологических процессов. Это влечет за собой модернизацию существующего производства, что позволяет производить продукцию высокого качества, отвечающую мировым стандартам. Основной способ получения лопаток турбины - литье по выплавляемым моделям. Использование в процессе производства современных пакетов компьютерных программ, нового оборудования, применение и разработка новых материалов, а также многолетний опыт работы позволяют в короткие сроки выпускать высококачественные отливки со сложными внутренними полостями.
 Применение
современных разработок по сквозному моделированию технологических процессов
получения отливок лопаток от конструирования, подготовки до внедрения
в производство позволяет резко сократить сроки освоения новых изделий,
что делает ФГУП "ММПП "Салют" конкурентоспособным и ведущим
производителем турбинных лопаток на российском рынке.
Применение
современных разработок по сквозному моделированию технологических процессов
получения отливок лопаток от конструирования, подготовки до внедрения
в производство позволяет резко сократить сроки освоения новых изделий,
что делает ФГУП "ММПП "Салют" конкурентоспособным и ведущим
производителем турбинных лопаток на российском рынке.
 Разработка
электронной модели отливки в системе Unigraphics включает в себя несколько
основных моментов. Это, прежде всего, оценка технологичности детали,
выбор технологии литья, трехмерное моделирование отливки и, наконец,
собственно трехмерное моделирование конструкции литниковой питающей
системы (ЛПС).
Разработка
электронной модели отливки в системе Unigraphics включает в себя несколько
основных моментов. Это, прежде всего, оценка технологичности детали,
выбор технологии литья, трехмерное моделирование отливки и, наконец,
собственно трехмерное моделирование конструкции литниковой питающей
системы (ЛПС).
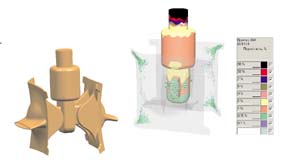
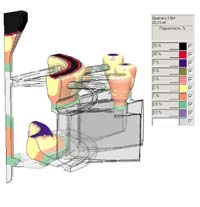
Отработка параметров процесса в системе автоматизированного моделирования литейных процессов "Полигон", PROCAST, включает в себя гидродинамический расчет заполнения формы, моделирование затвердевания отливки и прогноз макроструктуры отливки (ее пористости).
Изготовление модели отливок лопаток и оснастки осуществляется с использованием различного оборудования быстрого прототипирования. Для производства восковых моделей применяют установки ThermoJet, для полимерных моделей - SLA-7000. Керамические стержни для отливок производятся на установке "Феникс" (Франция). На специализированном оборудовании производятся силиконовые и металлополимерные пресс-формы. При разработке технологической оснастки объемных 3-D моделей широко применяются современные CAD/CAM системы Unigraphics NX, Cimatron E и IT, Solid Works и аналогичные им. Сквозной мониторинг и контроль сохранения заданных параметров при проектировании оснастки и организации технологических процессов осуществляются с помощью САЕ систем ProCast (оптимизация литниково-питающих систем), ViewCast и др.
 После
изготовления формы, получения первых опытных отливок и анализа полученных
результатов, при необходимости, проводится корректировка литниково-питательных
систем и технологических режимов. Если отливки удовлетворяют заданным
параметрам, процесс проектирования считается завершенным и результат
разработки передается в производство. Применение данных технологий позволяет
получить опытные образцы отливок без изготовления дорогостоящей оснастки
и сократить сроки подготовки производства по освоению новых деталей
до 35-45 дней. Ранее эти сроки обычно составляли от 5 до 7 месяцев.
После
изготовления формы, получения первых опытных отливок и анализа полученных
результатов, при необходимости, проводится корректировка литниково-питательных
систем и технологических режимов. Если отливки удовлетворяют заданным
параметрам, процесс проектирования считается завершенным и результат
разработки передается в производство. Применение данных технологий позволяет
получить опытные образцы отливок без изготовления дорогостоящей оснастки
и сократить сроки подготовки производства по освоению новых деталей
до 35-45 дней. Ранее эти сроки обычно составляли от 5 до 7 месяцев.
Для изготовления керамических стержней сложной конфигурации применяется пресс-автомат фирмы Mercia (Англия). Используются новые стержневые составы с пределом прочности при изгибе не менее 15 МПа. Такая стержневая керамика удаляется в растворах щелочей без повышенного давления и температур. На стадии завершения находится также и отработка технологии изготовления керамических стержней на основе плавленого кварца.
В процессе производства восковых моделей деталей используются патентованные низкозольные модельные композиции собственного производства на основе синтетических материалов Салют-1 - Салют-7. Изготовление выплавляемых моделей производится на модельных прессах производства "Салют", а также на прессах фирмы Mueller Phipps (США) усилием до 50 тонн. Применение таких модельных прессов позволяет стабилизировать геометрические размеры модели. В процессе работы контролируются: температура пресс-формы, температура модельной массы и т.д.
Успешно внедрена в производство керамических форм технология изготовления керамических оболочек с использованием водного связующего Ludox SK. Нанесение и воздушная сушка слоев керамической оболочки осуществляется на двух высокопроизводительных роботизированных комплексах фирмы VA Technology Ltd. (Англия). Удаление модельной массы из оболочек производится в бойлерклаве фирмы "LBBC" (Англия).
 Оснащенность
производства отливок лопаток специальным плавильным оборудованием позволяет
получать широкий спектр отливок: по структуре - с равноосной, монокристальной
и направленной; по габаритам - высотой от 20 до 700 мм (соответственно,
от нескольких граммов до 160 кг).
Оснащенность
производства отливок лопаток специальным плавильным оборудованием позволяет
получать широкий спектр отливок: по структуре - с равноосной, монокристальной
и направленной; по габаритам - высотой от 20 до 700 мм (соответственно,
от нескольких граммов до 160 кг).
В практике ФГУП "ММПП "Салют" используются следующие вакуумные плавильно-заливочные установки: УППФ-3М, ВИПЭ-5 и др. Подготовлена к вводу в эксплуатацию вакуумная плавильная печь фирмы ALD (Германия), которая позволит получать отливки лопаток с равноосной и направленной структурой длиной до 700 мм. Максимальная емкость печи - 100 кг.
 На
стадии внедрения находится технология горячего изостатического прессования
лопаток с применением газостата бельгийской фирмы EPSI для обработки
крупногабаритных отливок из жаропрочных сплавов. Данное оборудование
является на сегодняшний день в России уникальным. Оно позволяет регулировать
скорость охлаждения и таким образом совместить операцию газостатирования
с термической обработкой. Применение газостатического прессования позволит
повысить комплекс механических и служебных характеристик деталей за
счет повышения плотности отливок.
На
стадии внедрения находится технология горячего изостатического прессования
лопаток с применением газостата бельгийской фирмы EPSI для обработки
крупногабаритных отливок из жаропрочных сплавов. Данное оборудование
является на сегодняшний день в России уникальным. Оно позволяет регулировать
скорость охлаждения и таким образом совместить операцию газостатирования
с термической обработкой. Применение газостатического прессования позволит
повысить комплекс механических и служебных характеристик деталей за
счет повышения плотности отливок.
В стадии освоения и внедрения находится технологический процесс хромоалитирования газовым циркуляционным методом (взамен порошковых смесей). Преимущества этого метода: повышение качества и стабильности покрытий, снижение материальных затрат, улучшение санитарных условий.
Нашим предприятием освоена новая технология получения комбинированных конденсационно-диффузионных покрытий с использованием метода ВПТВЭ. Этот метод позволяет наносить подслой состава Ni-Cr-Al-W-Ta-Hf-Si-Y. Затем производится алитирование (хромоалитирование) газо-циркуляционным методом с последующим горячим изостатическим прессованием и наносится "финишный" слой состава Al-Si-Y методом ВПТВЭ. К числу преимуществ этого метода относят повышение эксплутационных характеристик лопаток с покрытием, сформированным по этой технологии.