|
|



ОБРАБОТКА СЛОЖНЫХ ДЕТАЛЕЙ АВИАЦИОННОЙ ПРОМЫШЛЕННОСТИ
(Окончание. Начало в № 6 - 2008, 1, 2, 3 - 2009)
Блиск/Импеллер
 Блиски широко распространены в компрессорах высокого давления. Импеллер - деталь вспомогательной силовой установки (ВСУ). Обработка этих деталей очень похожа, а основными факторами являются:
Блиски широко распространены в компрессорах высокого давления. Импеллер - деталь вспомогательной силовой установки (ВСУ). Обработка этих деталей очень похожа, а основными факторами являются:
- пятикоординатный станок с одновременным управлением по всем осям;
- специализированное программное обеспечение для пятикоординатных станков;
- оптимизированный инструмент и компетентность в области обработки титановых и жаропрочных сплавов.
Черновая обработка паза на титане
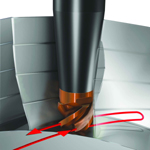 Фрезерование на полную глубину паза здесь невозможно из-за наличия ограничений по глубине резания - она не должна превышать половины диаметра инструмента. Наилучшим методом обработки является выборка паза последовательными проходами. Фреза CoroMill 316 со сферическим концом обеспечит прекрасный баланс производительности и экономичности.
Фрезерование на полную глубину паза здесь невозможно из-за наличия ограничений по глубине резания - она не должна превышать половины диаметра инструмента. Наилучшим методом обработки является выборка паза последовательными проходами. Фреза CoroMill 316 со сферическим концом обеспечит прекрасный баланс производительности и экономичности.
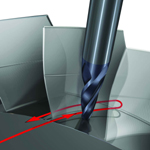
Черновая обработка паза на сплаве Inconel
 Рекомендуется трохоидальное фрезерование с большими подачами.
Рекомендуется трохоидальное фрезерование с большими подачами.
Трохоидальное фрезерование - это двухкоординатная черновая обработка с высокоэффективным съемом металла с использованием технологии HSM. При обработке данным методом полного паза необходимо запрограммировать вход и выход инструмента из резания по дуге.
Основными положительными факторами являются:
- контролируемая длина дуги контакта;
- низкие силы резания, позволяющие работать с большой глубиной резания.
Концевая фреза Plura с углом подъема винтовой линии 50° со сферическим концом оптимально подходит для обработки с глубиной резания вдвое превышающей ее диаметр с небольшими припусками.
Чистовая обработка лопаток
 Боковое фрезерование или фрезерование с большой глубиной резания является наиболее эффективным методом обработки, однако для этого необходимо соответствующее программное обеспечение и инструмент. Стандартный ряд конических фрез со сферическим концом разработан специально для этого типа операций. Они отличаются хорошей геометрической проходимостью и обеспечивают стабильность обработки.
Боковое фрезерование или фрезерование с большой глубиной резания является наиболее эффективным методом обработки, однако для этого необходимо соответствующее программное обеспечение и инструмент. Стандартный ряд конических фрез со сферическим концом разработан специально для этого типа операций. Они отличаются хорошей геометрической проходимостью и обеспечивают стабильность обработки.
Современные решения для обработки отверстий
Сверление с CoroDrill 846
Цельное твердосплавное сверло с оптимизированной геометрией для обработки жаропрочных сплавов. Созданное на основе последних разработок позволит обработать большое число отверстий с высокой степенью надежности.
Чистовое растачивание концевыми фрезами Plura
Круговая интерполяция - быстрый и надежный метод для растачивания отверстий. Одна фреза может использоваться для отверстий разного диаметра, что сокращает номенклатуру требуемого инструмента.
Обработка фаски инструментом Coromant Capto CoroTurn XS
Данный инструмент с успехом заменит специальный инструмент. Его также можно будет использовать для снятия заусенцев и не только в отверстиях.
Корпус компрессора
 Деталь изготавливается из титана, имеет множество внутренних полостей под расточку и замковых канавок, получаемых фрезерованием.
Деталь изготавливается из титана, имеет множество внутренних полостей под расточку и замковых канавок, получаемых фрезерованием.
Режущие головки с демпфирующими элементами
Для обработки глубоких канавок, глубиной до 150 мм, необходим длинный утонченный инструмент. Основная трудность при этом возникает с вибрациями и удалением стружки. Обеспечить надежность обработки в этом случае можно за счет следующих действий:
 - Наиболее производительным методом для черновой выборки полостей является классическая обработка канавок. Для того, чтобы избежать трудностей со стружкообразованием мы рекомендуем пластины WCMX с геометрией GM.
- Наиболее производительным методом для черновой выборки полостей является классическая обработка канавок. Для того, чтобы избежать трудностей со стружкообразованием мы рекомендуем пластины WCMX с геометрией GM.
- Лезвия длиной, в четыре раза превышающей ширину, проектируются с встроенным демпфирующим элементом, что позволяет предотвратить возникновение вибраций и получить в четыре раза большую глубину резания.
- Державка овального сечения обеспечивает стабильность и доступ к удаленным поверхностям. Лезвия высотой 100 мм обеспечивают наиболее эффективный подвод СОЖ, способствующий эвакуации стружки.
- После того, как основная часть металла удалена на черновом этапе, чистовую обработку можно выполнять круглыми твердосплавными пластинами с геометрией SM.
Отогнутые пластины CoroCut
 Специально разработанные для возможности обработки канавок в труднодоступных местах, данные пластины имеют разнообразные формы, также как и стандартные пластины. Нет необходимости заказывать специальный инструмент. Также доступны заготовки для самостоятельного изготовления пластин с углом 90, 45° и с T-образным профилем.
Специально разработанные для возможности обработки канавок в труднодоступных местах, данные пластины имеют разнообразные формы, также как и стандартные пластины. Нет необходимости заказывать специальный инструмент. Также доступны заготовки для самостоятельного изготовления пластин с углом 90, 45° и с T-образным профилем.
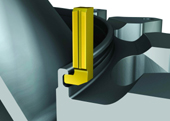
Фрезерование замковых пазов
 Данный элемент деталей, как правило, получали протягиванием, но сегодня эта операция может быть заменена фрезерованием. Правда, из-за специфической формы канавки необходимо заказывать специальный инструмент.
Данный элемент деталей, как правило, получали протягиванием, но сегодня эта операция может быть заменена фрезерованием. Правда, из-за специфической формы канавки необходимо заказывать специальный инструмент.
- Черновая выборка канавки дисковыми фрезами.
- Получистовая и чистовая обработка профильными концевыми фрезами.
С помощью новых инструментальных решений Sandvik Coromant вы сможете достичь максимальной эффективности в решении технологических задач вашего производства. Наши технические специалисты готовы принять самое активное участие в процессе выбора и внедрения современных инструментальных систем, методов и технологий обработки.
ООО "Сандвик"
127018, Москва, ул. Полковая, 1
coromant.ru@sandvik.com
Горячая линия технической поддержки: (8-800) 200-4025