|
|



 ТЕХНОЛОГИЧЕСКИЕ
ЗАДАЧИ ПО ОБРАБОТКЕ КОМПОНЕНТОВ ДЕТАЛЕЙ ТУРБОМАШИН, ВЫПОЛНЕННЫХ НА ОБРАБАТЫВАЮЩИХ
ЦЕНТРАХ ФИРМЫ HERMLE
ТЕХНОЛОГИЧЕСКИЕ
ЗАДАЧИ ПО ОБРАБОТКЕ КОМПОНЕНТОВ ДЕТАЛЕЙ ТУРБОМАШИН, ВЫПОЛНЕННЫХ НА ОБРАБАТЫВАЮЩИХ
ЦЕНТРАХ ФИРМЫ HERMLE
Михаил Леонидович Дынкин
 За
последние годы специалистами фирмы Hermle были отработаны технологии
изготовления самых различных деталей газотурбинных двигателей. Успех
в выполнении этих работ был предопределен кинематической схемой станка
Hermle, наилучшим образом подходящей для пятикоординатной обработки
деталей авиадвигателей, в частности, при изготовлении "моноколес".
За
последние годы специалистами фирмы Hermle были отработаны технологии
изготовления самых различных деталей газотурбинных двигателей. Успех
в выполнении этих работ был предопределен кинематической схемой станка
Hermle, наилучшим образом подходящей для пятикоординатной обработки
деталей авиадвигателей, в частности, при изготовлении "моноколес".
Значительный вклад в этот успех принадлежит модифицированной конструкции станины станка фирмы Hermle, которая имеет следующие особенности: в отличие от классической конструкции "Гентри" она является монолитной; верхняя траверса (ось Y) перемещается по трем направляющим с приложением силы по центру траверсы, благодаря чему практически исключаются даже малейшие перекосы; каретка, которая является несущей для пиноли шпинделя, одновременно используется для перемещения по оси Х, движется по двум направляющим, закрепленным на верхней траверсе, причем верхняя направляющая смещена в сторону центра симметрии траверсы, что позволяет уменьшить плечо опрокидывающего момента и обеспечить высокую точность позиционирования и динамику перемещений; установка качающейся оси, на которой расположен поворотный стол, позволяет, во-первых, выполнять пятикоординатную обработку с точностью и динамикой на порядок выше, чем при консольном исполнении или исполнении с накладной качающейся осью, а, во-вторых, при такой схеме при пятикоординатной обработке не происходит уменьшение зоны обработки, что одновременно обеспечивает жесткость и компактность конструкции; все приводы и направляющие расположены вне рабочей зоны, что практически исключает их загрязнение и контакт с агрессивной средой. Как следствие, продлевается срок службы и сохраняются точностные параметры.
 Симметричная
конструкция станка, а также система приложения сил перемещения по всем
осям по центру симметрии позволяют при помощи постоянного считывания
данных с нескольких температурных датчиков устанавливать необходимые
значения корректировки положения детали по всем осям. Расчет корректирующих
значений производится автоматически.
Симметричная
конструкция станка, а также система приложения сил перемещения по всем
осям по центру симметрии позволяют при помощи постоянного считывания
данных с нескольких температурных датчиков устанавливать необходимые
значения корректировки положения детали по всем осям. Расчет корректирующих
значений производится автоматически.
Станина из гранитной крошки обладает следующими преимуществами: жесткой монолитной конструкцией; великолепными демпфирующими свойствами; очень низкой теплопроводностью; практическим отсутствием гигроскопичности; высочайшей точностью воспроизведения формы и контура во всех плоскостях; оптимальным качеством обработки поверхности при строжайших допусках; отсутствием каких-либо внутренних напряжений.
 Все
перечисленные особенности позволяют обеспечить высокую жесткость, точность
и динамику в процессе обработки, а также компактность конструкции.
Все
перечисленные особенности позволяют обеспечить высокую жесткость, точность
и динамику в процессе обработки, а также компактность конструкции.
Особенностями шпинделя фирмы Hermle являются: внутренняя подача СОЖ (два режима); обдув сухим воздухом; подача масла для обработки в масляном тумане (смешивание снаружи); подача СОЖ, воздуха, масла может происходить в различных комбинациях; защита от наезда с опросом столкновения; водяное охлаждение моторов шпинделя переменного тока, изготовленных в виде двигателей полого вала; агрегат для охлаждения шпиндельного двигателя; автоматическая продувка конуса; автоматическое крепление режущего инструмента HSK 63 А по DIN 69893.
Приемные испытания станков Hermle осуществлялись по результатам контрольного изготовления некоторых деталей турбомашин - осевых и радиальных моноколес.
 В
качестве исходных данных, как правило, специалисты Hermle получали либо
чертежи готового изделия, либо чертежи в комплекте с математической
моделью.
В
качестве исходных данных, как правило, специалисты Hermle получали либо
чертежи готового изделия, либо чертежи в комплекте с математической
моделью.
Построение или доработка математических моделей проводилась в системе Pro/Engineer, а расчет управляющих программ - в специализированной CAM-системе MAX производства американской фирмы ConceptsNREC.
 Использовались
два варианта постпроцессоров: как собственной разработки, так и разработанный
на фирме Sulzer, Швейцария.
Использовались
два варианта постпроцессоров: как собственной разработки, так и разработанный
на фирме Sulzer, Швейцария.
Проверка управляющих программ проводилась при помощи программного пакета Vericut, поставляемого в комплекте с Pro/Engineer.
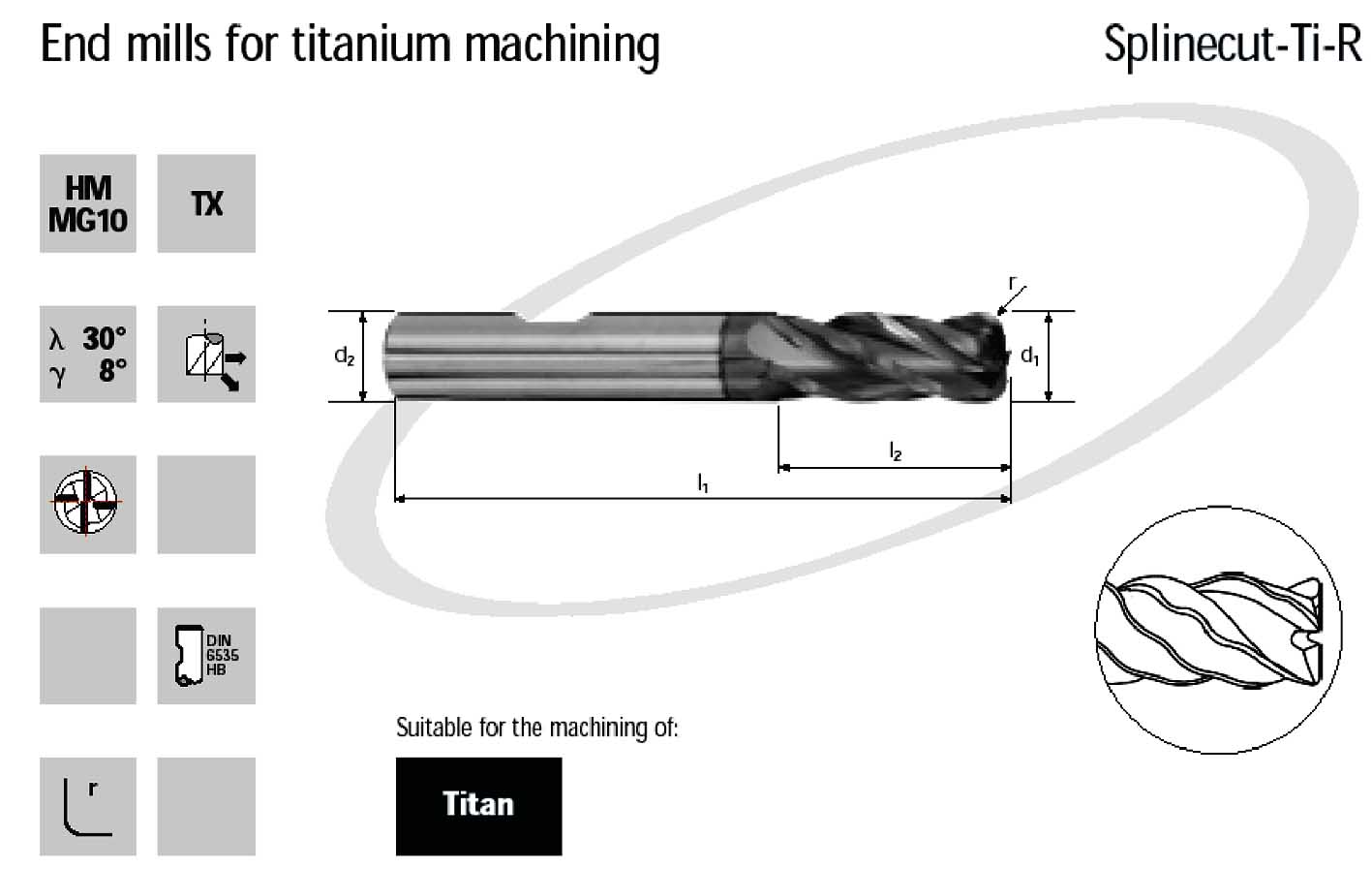
 Для
обработки моноколес использовались самые различные инструменты. Предпочтение
отдавалось готовым твердосплавным фрезам фирм Seco и Fraisa. Использовались
также фрезы, изготовленные по специальному заказу на заточном обрабатывающем
центре Walter Helitrinic Minipower.
Для
обработки моноколес использовались самые различные инструменты. Предпочтение
отдавалось готовым твердосплавным фрезам фирм Seco и Fraisa. Использовались
также фрезы, изготовленные по специальному заказу на заточном обрабатывающем
центре Walter Helitrinic Minipower.
Для крепления инструмента применялся метод термозажима, при этом использовались приборы термозажима и термооправки фирмы Seco, но могут использоваться приборы любых других производителей.
С помощью специализированного прибора настройки инструмента Saturn Zero фирмы Zoller производилось точное измерение радиуса и вылета инструмента.
При обработке использовались как
стандартные твердосплавные инструменты из каталога фирм Seco и Fraisa,
так и несколько твердосплавных фрез, изготовленных по заказу. Особенностью
этих инструментов явилась большая длина режущей кромки. Для того чтобы
обработать труднодоступные области между лопастями, использовались фрезы
конической формы ("морковки").
По всем вопросам просьба обращаться на фирму "Хермле-Восток".
ООО "Хермле-Восток".
Тел.: (+7 495) 221-8368.
Факс: (+7 495) 221-8393.
E-mail: md@hermle-vostok.ru