Современные формовочные смеси, употребляемые при литье по выплавляемым
моделям, весьма дороги (поскольку их материал должен обеспечивать возможность
работы с жаропрочными литейными сплавами) и зачастую состоят из дефицитных
материалов. По этим причинам регенерация материала оболочковых форм является
одной из актуальных задач современного литейного производства.
Регенерация и повторное использование формовочных материалов - радикальный
метод снижения себестоимости литья по выплавляемым моделям. Особенно актуальна
экономия таких дефицитных и дорогостоящих материалов, как электрокорунд,
циркон, дистен-силиманит. В настоящее время при литье по выплавляемым
моделям масса повторно используемого материала составляет не более 5 %
общего расхода. Это обусловлено отсутствием эффективных способов регенерации
отработанных материалов. В связи со значительным повышением цен на исходные
формовочные материалы, а также с повышением экологических требований проблема
высокоэффективной регенерации отработанных керамических форм, выполненных
на основе электрокорунда, приобретает особую важность. Используемый в
промышленности способ химической регенерации электрокорундовых форм имеет
ряд существенных недостатков: высокую трудоемкость, большие энергозатраты
и занимаемую установками площадь, несоответствие современным требованиям
экологии. Кроме того, при химической регенерации дистен-силиманит полностью
теряется и уходит с пульпой в отвал.
Специалистами ОАО "НПО "САТУРН" совместно с кафедрой материаловедения
и литейного производства Рыбинской государственной авиационной технологической
академии (РГАТА) разработана высокоэффективная технология и промышленная
установка пневморегенерации материала отработанных керамических форм,
изготовленных на основе электрокорунда и дистен-силиманита. В отличие
от известной схемы пневморегенерации, наряду с очисткой поверхности зерен
электрокорунда от пленок связующего вещества осуществляется последующее
разделение регенерата на две составляющие: зернистую фракцию с размером
зерен от 0,1 до 0,63 мм и порошкообразную с размером частиц менее 20 мкм.
Зернистая фракция представляет собой электрокорунд, а порошкообразная
- дистен-силиманит.
Зерна электрокорунда, очищенные от пленок связующего, выводятся из воздушного
потока в осадительной камере, откуда подаются в разгрузочный лоток с пневматическим
классификатором. Регенерированный электрокорунд периодически выгружается
в передвижную емкость. Воздушный поток, содержащий порошкообразную фракцию,
передается системой вентиляции в два последовательно расположенных циклона:
первый - для осаждения частиц с размерами до 0,1 мм, второй - для осаждения
частиц с размерами менее 0,1 мм. Неосаждаемая пылевидная фракция вместе
с воздухом удаляется цеховой вентиляционной системой. В ней происходит
окончательная очистка воздуха в циклонах с водяным орошением. Такой способ
очистки обеспечивает выполнение нормативных требований по ПДК пылевидной
фракции в воздухе, выбрасываемом в атмосферу.
Из данных лабораторного анализа видно, что суммарное содержание в регенерате
фракций, рекомендуемых для обсыпки модельных блоков (0,63 и 0,5 мм), составляет
74,8 %. Это указывает на высокий технико-экономический уровень разработанного
процесса регенерации керамических форм.
Анализ химического состава регенерата показывает, что электрокорунд после
регенерации по химическому составу соответствует ОСТ 1.41722-78 и РТМ
1.4.1093-82. Поэтому он может использоваться для нанесения огнеупорного
покрытия, начиная с третьего слоя.
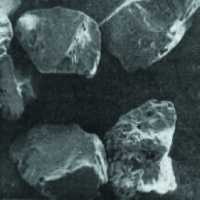
Зерна свежего электрокорунда имеют угловатую форму, поверхность их в
основном гладкая и чистая. Крошка отработанных керамических форм, подлежащая
регенерации, состоит из крупных и мелких зерен, поверхность которых покрыта
пленкой связующего материала. Электрокорунд после пневматической регенерации
не содержит порошкообразной и пылевидной фракции. На поверхности зерен
отсутствуют видимые остатки пленки. По сравнению со свежим электрокорундом
зерна регенерированного имеют более равноосную "обкатанную"
форму.
Анализ результатов позволил рекомендовать регенерированный дистен-силиманит
к использованию в производстве для изготовления малоответственных отливок
из углеродистых сталей, например, художественного литья, отливок ширпотреба
и т.п.
Установки рассмотренного типа успешно эксплуатируются с 1991 г. Объем
использованного регенерированного материала по отношению к свежему в 2000
г. составлял 32 %, а экономический эффект от использования регенерата
в производстве в 2000 г. составил 132 тыс. руб.
 |
 |
 |
 |
|
Свежий электрокорунд
|
Крошка отработанных керамических
форм
|
Электрокорунд после пневматической
регенерации
|
Электрокорунд после химической
регенерации
|
|
NEW TECHNOLOGY OF MOLDING MATERIAL REGENERATION
|
|
Molding mixtures used in investment casting are rather expensive. For these reasons the investment mould materials regeneration is among urgent tasks. It decreases the cost of casting. Saving of such scarce and expensive materials as electrocorundum, zircon and disthene-silimanite is essentially important. Experts of "SATURN" SPA in collaboration with a sub-faculty of materials and foundry practice at Rybinsk State Aviation Technological Academy developed a highly efficient technology and an industrial installation of pneumoregeneration of materials of used ceramic molds produced from electrocorund and disthene-silimanite. The technology is based on application of a unique pneumatic louver separator. The analysis of results made possible to recommend recovered disthene-silamanite as a material used in non-critical carbon steel casting. The savings related to application of the new method amounted to 132 thousand roubles in 2000. |