Для обеспечения надежности и безопасности работы авиадвигателей необходим постоянный контроль за деталями и узлами как при их изготовлении и проведении различных испытаний на заводе, так и в эксплуатации. При этом 70 % требуемых работ приходится на визуальный осмотр.
В связи с тем, что поиск неисправностей газовоздушного
тракта авиационных ГТД приходится выполнять на уже собранных и, как правило,
находящихся на летательном аппарате двигателях, зачастую единственным
устройством, позволяющим обнаружить неисправность и определить ее причину,
является эндоскоп. Оптико-волоконные эндоскопы как жесткой, так и гибкой
конструкции используются, прежде всего, при осмотрах во время специальных
работ, выполняемых по техническим указаниям, бюллетеням, инструкциям,
при продлении ресурсов по техническому состоянию и т.д. В эксплуатирующих
организациях России и других стран СНГ применяются, в основном, технические
эндоскопы разработки и производства АО "Точприбор" (Харьков),
а также фирмы Olympus (Япония). Следует подчеркнуть, что до недавнего
времени АО "Точприбор" являлось практически единственным в СНГ
предприятием, серийно производившим широкую номенклатуру гибких и жестких
технических эндоскопов для авиации. Эти приборы обеспечивали диагностику
большинства выпускавшихся в СССР авиадвигателей, но по ряду параметров
существенно уступали зарубежным эндоскопам марки Olympus. Опыт эксплуатации
авиационной техники зарубежными авиакомпаниями показывает, что оборудование
этой фирмы является наиболее распространенным в мире и составляет около
75 % общего парка авиационных эндоскопов.
Однако, несмотря на кажущуюся простоту визуального осмотра, использование
эндоскопов представляет определенную сложность. Дело прежде всего в том,
что необходимо не просто посмотреть, а на основании осмотра принять решение
о годности двигателя к дальнейшей эксплуатации на самолете, перевозящем
пассажиров. Стремление снизить расходы авиакомпаний и предприятий-изготовителей
из-за досрочных съемов двигателей привело к необходимости принятия расширенных
норм на допустимые эксплуатационные повреждения лопаток компрессора двигателей
типа Д-30КУ, -КП, -КУ-154 (при этом располагаемые запасы прочности минимизированы).
Выполнение таких работ требует высококачественного визуального контроля
пера лопатки. Качество контроля зависит от вида и типа применяемого эндоскопа,
наличия обоснованных технологий осмотра и обученного технического персонала.
Так, из-за большой длины и существенной крутки пера лопаток КНД этих двигателей
контролер производит осмотр кромок в различных зонах на разных расстояниях
от объектива прибора. Вследствие этого масштаб изображения является переменным,
что в большинстве случаев не учитывается при оценке размера дефекта "на
глаз". Отсюда возникают большие погрешности не только в оценке размеров
дефекта (до 200 %) и определении его координат (до 25...50 %), но и в
количестве выявленных повреждений - нередко их выявляется в 2…5 раз меньше,
чем имеется. Особенно заметна эта разница при переходе от одной ступени
компрессора к другой. Применяющиеся тарировочные таблицы являются недостаточно
точными. К тому же у каждого типа эндоскопов свои технические возможности.
Принимая во внимание различные подходы производителей технических эндоскопов
к выбору расчетных расстояний, построению оптических схем и других элементов
конструкции приборов, можно констатировать весьма сложное положение контролеров
авиапредприятий.
На основе опыта ведущих двигателестроительных КБ и заводов, а также научно-исследовательских
работ, проведенных в МГТУ ГА, ГосНИИ ГА, НТЦ "Техноавиа", была
разработана программа обучения технического состава авиапредприятий гражданской
авиации современным методам диагностики двигателей Д-30КУ, -КП, -КУ-154.
Этой же программой предусматривается изучение способов локального ремонта
(в условиях эксплуатации) проточной части при повреждении ее посторонними
предметами.
В статье описывается только небольшая часть тех случаев, которые можно
отнести к характерным, т.е. встречающимся достаточно часто. Снимки были
сделаны авторами при диагностике двигателей, досрочно снятых с эксплуатации
из-за наличия на лопатках компрессора забоин, размеры которых превышают
допустимые по Регламенту технического обслуживания (РТЭ).
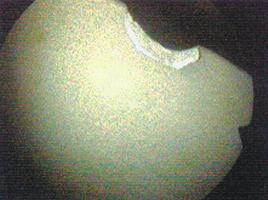
На рис. 1 и 1а показаны повреждения рабочей лопатки и лопатки направляющего
аппарата второй ступени КНД двигателя Д-30КУ-154 (обнаружены после облета
самолета при общей наработке двигателя около 400 ч). Отличительной особенностью
данных забоин была характерная форма, напоминающая отпечаток шестигранной
гайки или головки болта достаточно больших размеров. Тот факт, что не
было обнаружено никаких повреждений на рабочих и направляющих лопатках
первой ступени КНД, и наоборот, отмечалось увеличение числа забоин на
лопатках последующей третьей ступени, позволил высказать предположение,
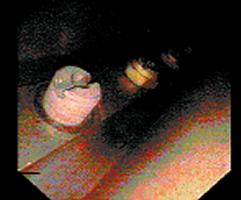
что причина находится внутри двигателя. При осмотре гибким эндоскопом
через штатный лючок были замечены царапины на торце внутреннего кольца
направляющего аппарата (НА). С помощью гибкого видеоскопа "Олимпас"
IV6C5-20 удалось проникнуть в зазор уплотнения между кольцом НА и ротором
и детально осмотреть всю внутреннюю полость кольца. Как выяснилось, на
одной из цапф лопатки НА отсутствовала гайка (рис. 2), которая и нанесла
повреждения двигателю. Исходной же причиной стал заводской дефект, заключающийся
в плохой контровке данной гайки.
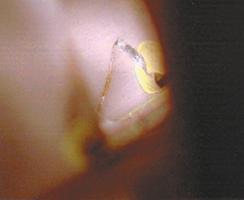
Другой дефект лопаток направляющего аппарата - усталостное разрушение
пера в зоне цапфы - показан на рис. 3 и 3а. На двигателе Д-30КП с наработкой
после ремонта 600 ч обнаружены усталостные трещины на трех лопатках НА
второй ступени КНД. При этом, две лопатки были расположены рядом, третья
- через одну от них. Внимательное рассмотрение характера трещин и их направлений
дало основание полагать, что исходной причиной явилось превышение момента
затяжки гаек цапф, в результате чего создалось дополнительное напряжение
в данной зоне лопатки. Излом имел усталостный характер и сопровождался
возникновением одинаковых по форме и характеристикам трещин в комлевой
и периферийной зоне лопатки с последующим сдвигом лопатки в направлении
ротора, что привело к его разрушению. Диагностика проводилась жестким
видеоскопом модели ВЖ415.440.90-90 с блоком цифровой памяти.
На рис. 4 изображены рабочие лопатки второй ступени КНД двигателя Д-30КУ-154
с повреждениями в виде рисок и точечных выпучиваний в районе выходной
кромки. Причиной этих повреждений явилось попадание в проточную часть
головки одной из заклепок козырька входного направляющего аппарата (рис.
5). Наработка двигателя после ремонта составляла около 2500 ч. Размеры
и форма данных повреждений превышали допуски, указанные в РТЭ, и двигатель
был своевременно снят с эксплуатации.
Безусловно, высокая квалификация контролера-эндоскописта имеет решающее
значение для определения объективной картины технического состояния изделия.
Но необходимо отметить, что и от качества изображения, создаваемого эндоскопом,
в значительной степени зависит вероятность выявления дефектов, скорость
проведения осмотра и достоверность диагностики в целом. Зачастую при работе
с поврежденным или устаревшим эндоскопом некоторые дефекты просто "выпадают
из поля зрения", в прямом смысле этих слов. Например, на рис. 6 изображена
жаровая труба камеры сгорания, наблюдаемая через видеоскоп "Олимпас"
IV6C6-20, на поверхности которой видны кольцевые трещины по заклепкам,
изначально не замеченные контролером при осмотре с помощью другого эндоскопа.
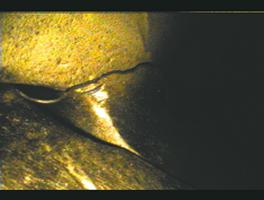
Другой пример из разряда казусов: на рис. 7 изображена проволока, зацепившаяся
за входную кромку лопатки направляющего аппарата компрессора, которая
первоначально при осмотре неподходящим для этой зоны прибором была принята
за трещину лопатки, из-за чего двигатель едва не был досрочно снят с эксплуатации.
Отсюда вывод - недопустимо применять для диагностики авиационных двигателей
эндоскопы с изображением низкого качества, а также приборы, предназначенные
для других отраслей (энергетики, нефтехимии, службы безопасности) и тем
более медицинские эндоскопы. Как правило, на применение того или иного
осмотрового прибора для конкретной операции на двигателе должно быть разрешение
разработчика или изготовителя двигателя, а также ведущего отраслевого
института.
Таким образом, используя в эксплуатационной диагностике современные жесткие
и гибкие эндоскопы, а особенно видеоскопы с высоким качеством передаваемого
изображения, в большинстве случаев можно установить истинную причину дефектов,
определить степень их опасности, создавать и пополнять банк данных по
эксплуатируемой технике, получать объективную картину текущего технического
состояния авиационных двигателей. И самое главное - обеспечить безопасность
полетов.
 |
 |
 |
|
Рис. 1
|
Рис. 1а
|
Рис. 2
|
 |
 |
 |
|
Рис. 3
|
Рис. 3а
|
Рис. 4
|
 |
 |
 |
|
Рис. 5
|
Рис. 6
|
Рис. 7
|