(Окончание. Начало в № 2 - 2000 г.)
В соответствии с Постановлением Совета Министров СССР и ЦК КПСС от февраля 1961 г. о создании на Харьковском заводе им. Малышева нового основного танка Т-64 были развернуты масштабные работы по подготовке производства силовой установки для него - мощного турбодизеля 5ТДФ. В серию предстояло запустить мотор, не только не прошедший испытания, но и фактически еще не существовавший - первые опытные образцы двигателя были собраны только к концу 1961 г. Впереди был весь объем работ по его доводке, впечатлял и перечень требований, которым должна была удовлетворять силовая установка перспективного танка, не имеющая аналогов в мировом машиностроении: удельная литровая мощность порядка 50 л.с./л, сохранение работоспособности и мощности в экстремальных боевых условиях, высокой запыленности, температурах от -40 до +50 °С, на высотах до 3000 м над уровнем моря, непрерывно меняющихся нагрузках и оборотах. В числе новых требований была многотопливность - способность работать не только на "штатном" для дизеля газойле, но и бензине, керосине, реактивном топливе и их смесях (заказчик высказывал пожелания, чтобы мотор мог питаться даже смазочным маслом и мазутом - всем, что может подвернуться в боевых условиях). При всем обилии проблем работы велись без права на ошибку - пока опытным производством собирались первые образцы 5ТДФ и на стендах начиналась их отработка, полным ходом шло строительство новых цехов, по опытным чертежам разрабатывалась технология, а Госплан уже распределял заказы на станки, оснастку и спецоборудование.
К работе были подключены десятки смежных отраслевых институтов, включая ВИАМ, ВНИИ стали, ЦИАМ, НИАТ, ЦНИТИ, НИИ двигателей, ВНИИ транспортного машиностроения, ЦНИИ металлов, ВНИИ подшипниковой промышленности; институты Академии наук - Институт электросварки имени Патона, Институт проблем машиностроения и другие. Прямо на заводе были созданы филиалы ВНИТИ и ЦНИТИ с прикомандированными работниками. Помощь в освоении сложных техпроцессов оказывали авиамоторные заводы, обладавшие традиционно высокой культурой производства - Рыбинский, Пермский, Запорожский и Куйбышевский.
Кооперации изрядно мешало нарушение привычных связей - освоение сложного изделия пришлось на период затеянной сверху реконструкции экономики с заменой прежних структур территориальными Советами народного хозяйства, объединявшими местные промышленные и сельскохозяйственные предприятия. В ходе этой "перестройки" сам завод сменил принадлежность и, выйдя из управления оборонного Минтрансмаша, был "приписан" к Харьковскому Совнархозу (по этому поводу среди мотористов ходила шутка: "Были в МАПе, были в МОПе, а теперь мы стали в …"). Отчасти, однако, положение смягчило то, что председателем областного Совнархоза стал бывший директор завода Н.А. Соболь, не оставлявший предприятие без внимания. Для координации совместных работ с научно-исследовательскими организациями Московским высшим воветом народного хозяйства была учреждена специальная комиссия по двигателю 5ТДФ под началом заместителя руководителя ЦИАМ В.В. Яковлевского.
Помимо сугубо машиностроительных и металлургических задач формирование мотора принесло немало проблем по части топлив и смазок, для чего пришлось оборудовать специальную лабораторию химмотологии, единственную в отрасли. При поддержке Бакинского института химии присадок она занималась вопросами качества топлив и масел, изучала их влияние на экономичность, износ пар трения и закоксованность, исследовала процессы газораспределения, выпуска газов и снижения их загрязнения твердыми частицами.
Наибольшего объема работ потребовала поршневая группа, особенно при обеспечении надежности и ресурса с выходом на неизведанные прежде значения механических и тепловых нагрузок. Аналогичные проблемы возникли и в отношении компрессора и турбины, силовой связи с коленчатым валом, доводки топливной аппаратуры.
Проблемы доводки поршневой группы диктовались тяжелейшими условиями ее работы: высокими рабочими температурами в камере сгорания, перепадом температур от 900 °С на огневой поверхности поршня до 150 °С у маслосъемных колец, максимальными значениями давления газов до 115…125 атм и их градиентами по циклу, значительными инерционными нагрузками при больших скоростях подвижных деталей. Более 40 % аварий и поломок моторов 5ТДФ на стенде приходилось именно на нарушение нормальной работы поршней и элементов поршневой группы.
Работой по их отладке руководил начальник отдела механизмов движения Н.К. Рязанцев. По факту каждого отказа и поломки проводилось изучение причин выхода из строя деталей поршневой группы и отрабатывались конструкторские и технологические мероприятия по их устранению. Был проведен также анализ идущих через поршень потоков тепла, изучены характер распределения температур в поперечных и продольных сечениях и силовые деформации корпуса от газовых и механических сил, величины зазоров между зеркалом цилиндра и поверхностью поршня. На этой основе была уточнены форма и размеры поршня, который приобрел бочкообразный контур по высоте и овальный в поперечном сечении. Форма поршня контролировалась объемными копирами вместо обычных шаблонов.
В окончательном виде была отработана составная конструкция поршня 5ТДФ с алюминиевым корпусом из сплава АК4-1 и жаропрочной накладкой из стали ЭИ283, покрытой со стороны камеры сгорания термодиффузионным хромом. Для термоизоляции корпуса от накладки в центре служила вставка из стали ЭИ283, а по периферии - проставка из стали ЭИ107. Между ними устанавливалось неразрезное жаровое кольцо. В качестве материала опробовались длительной эксплуатацией разные сорта жаропрочных сталей (65Г, 65С2ВА, Х12М), наилучшие результаты продемонстрировали кольца из легированной стали 4Х5МФС-Ш. Для улучшения приработки колец на их наружную сторону стали наносить мягкое покрытие, для которого пробовали использовать медь, свинец и серебро, но, в конце концов, были приняты диоксид кремния и медь - дисульфид молибдена.
Много хлопот доставило обеспечение надежности компрессора и турбины, особенно рабочего колеса компрессора, его привода и механизма связи коленвала с компрессором и турбиной. На стендах и в эксплуатации часто разрушались детали валопровода, срезались рессоры, причем обычно они "летели" при переключении скоростей и резких остановках двигателя, не выдерживая инерционных нагрузок. Часто случались усталостные разрывы рабочих колес компрессора, подшипников ротора и шестерен привода. Эти поломки нередко приводили к буквальному взрыву мотора, а их причины не всегда удавалось однозначно объяснить.
К работе привлекались сотрудники нескольких НИИ, предложившие ряд мер по устранению "болезней". В конструкцию ввели механизм для срезания пиков в моменты всплеска ударных нагрузок до приемлемых по прочности величин (дисковую фрикционную муфту постоянной затяжки). В наиболее "узких местах" наводились остаточные напряжения сжатия, разгружавшие детали при опасных нагрузках: в их числе были части рабочих колес компрессора, подверженные максимальным напряжениям, прогревавшиеся по специальной технологии с последующим ускоренным охлаждением, цементированные и шлифованные поверхности шестерен, проходившие гидродробеструйную обработку с окончательным гидрошлифованием.
Совершенствование компрессоров привело к появлению новых разновидностей: реактивных одноступенчатых с изогнутыми против вращения радиальными лопатками, а также активных одноступенчатых с изогнутыми по направлению вращения лопатками, с закрытыми и полузакрытыми рабочими колесами, выбираемых в зависимости от габаритов, степени повышения давления и расхода воздуха, частоты вращения и отбираемой мощности. Для реактивных компрессоров были получены значения к.п.д. порядка 0,80….0,85 (при расходе воздуха 0,9…0,2 кг/с и степени повышения давления 4,0…1,3), а для активных - порядка 0,81…0,83, что давало преимущество на 5…10 % по сравнению с общепринятыми высоконапорными системами турбопоршневых транспортных двигателей, соразмерно 2…4-процентному увеличению полезной мощности силовых установок.
Отдельным этапом работы стала доводка топливной аппаратуры для 5ТДФ. Мотор был оснащен индивидуальными секционными топливными насосами с плоским прямым и обратным нагнетательным клапаном, позволившим устранить подвпрыск топлива после сгорания основной дозы. Привод плунжера топливного насоса жесткий, закон его движения задавался геометрией распределяющего кулачка, а давление впрыска изменяется пропорционально частоте вращения коленвала (так, при уменьшении частоты вращения от максимальной 2800 до 2050 об/мин максимальное давление снижается в 1,53 раза, сокращая дальнобойность струи и дисперсность распыления).
На первых образцах 5ТДФ устанавливались унаследованные от мотора 5ТД простые по конструкции форсунки открытого типа. Однако они не обеспечивали энергичного впрыска в конечной фазе, страдали подтеканием после закрытия нагнетательного клапана и плохо работали на малых оборотах. В то же время удельный расход топлива 5ТДФ на этих режимах, соответствующих максимальному крутящему моменту, достигал 200 г/л.с.·ч.
Конструкторами отдела топливной аппаратуры была разработана новая клапанная форсунка полузакрытого типа. Шариковый клапан с 4 мм сферой открывался при перепаде давления 90 кгс/см2 , обеспечивая четкий дозированный впрыск и надежное перекрытие доступа топлива. Возле распыляющего отверстия был смонтирован плоский обратный клапан, предохраняющий форсунку от прорыва газов. После отработки новой форсунки на стендах и двигателях ее приняли в серийное производство. Примечательными особенностями форсунок 5ТДФ являлись их минимальные размеры по сравнению с форсунками других транспортных двигателей. Так, закупленные для испытаний форсунки фирмы "Лейланд" имели установочный диаметр вдвое, длину - вчетверо большую. В конструкции привода стартер-генератора инженеры реализовали удачное и красивое решение - гидромеханическую передачу с автоматическим изменением передаточного отношения при переходе от стартерного режима к генераторному. Нечто подобное использовалось разве что в авиации, да и то позднее, тогда же отработанного конструктивного аналога узла такого назначения в СССР не существовало. Задачу осложняли высокие значения динамических нагрузок, возникающих в приводе дизеля при пуске. Эксплуатационную надежность стартер-генератора 5ТДФ обеспечили электросистема двухступенчатого пуска, впервые примененная в танковых силовых установках, и использование специальной муфты - ограничителя ударной нагрузки.
Опытно-конструкторские работы приходилось вести параллельно с развертыванием серийного производства. В 1963 г. были проведены стендовые доводочные испытания 5ТДФ, за ними последовали ходовые на танках, а уже в следующем году дизель успешно прошел заводские 300-часовые испытания, достигнув предусмотренных правительственным заданием параметров. В том же году, с упразднением совнархозов, завод, сохранивший "трансмашевское" название, перешел в ведомство Министерства оборонной промышленности.
Ход работ контролировался не только руководством промышленности. КБ дважды посещал командующий сухопутными войсками маршал В.И. Чуйков, маршалы-танкисты П.П. Полубояров, П.Ф. Батицкий и Ю.П. Бажанов, министры обороны А.А. Гречко и Д.Ф. Устинов. Танк Т-64 с двигателем 5ТДФ сумел привлечь внимание даже первых лиц государства, включая Н.С. Хрущева и сменившего его Л.И. Брежнева. Хрущеву машина малышевцев "показалась" во время знакомства с новой техникой на Кубинском полигоне в октябре 1962 г. Вряд ли Генеральный секретарь вникал во все особенности новинки, но его привлек внушительно выглядевший танк, резво прошедший по полигону с необычно рокочущим дизелем. Пояснения на показе давал главный конструктор мотора Л.Л. Голинец.
Налаживание выпуска 5ТДФ стало серьезным испытанием для заводского металлургического производства, обеспечивавшего поставку литых и кованых заготовок, термообработку, изготовление оснастки, моделей и штампов. Внедрение новых технологий потребовалось для изготовления 90 % всех деталей из цветных сплавов. Только при отливке блока цилиндров 5ТДФ использовались более 100 песчаных стержней, а для направленной кристаллизации металла применялись более 400 металлических холодильников.
Особая роль в выполнении правительственного задания досталась руководству завода и его генеральному директору О.В. Соичу, незаурядному организатору и инженеру, металлургу по специальности. Назначение его на должность в декабре 1965 г. совпало с реорганизацией самого завода. Приказом МОП на базе танкового конструкторского отдела 60 и опытного цеха 190 с 1 января 1966 г. было сформировано Харьковское КБ машиностроения (ХКБМ), специализированное на производстве танков, тягачей и другой военной техники, а дизельный отдел 63 и цех 370 образовали Харьковское КБ двигателестроения (ХКБД), занимавшееся силовыми установками для них. Проводившееся расширение производства преимущественно было ориентировано также на танковую и моторную продукцию, гражданская номенклатура Завода транспортного машиностроения занимала меньшую долю. При назначении Соича, фигуры самобытной и властной, министр не скрывал основной задачи - ликвидировать допущенный срыв постановления ЦК КПСС и СМ СССР о постановке на производство Т-64, допущенный, в первую очередь, по вине мотористов.
Первым начальником ХКБД стал известный конструктор-моторист Б.Н. Струнге, прежде занимавшийся тяжелыми тепловозными дизелями. В 1966 г. успешно завершились межведомственные испытания 5ТДФ, а в следующем году межведомственная комиссия МОП, МО и ГБТУ утвердила серийную конструкторскую документацию, материалы по испытаниям и приемке дизелей. Гарантийный срок работы 5ТДФ в серийном исполнении (моторы 3-й серии) был установлен в 200 ч. Машине была дана "зеленая улица", и постановлением Совмина от 30 декабря 1967 г. танк Т-64 с двигателем 5ТДФ приняли на вооружение. К этому времени производство уже шло полным ходом, и завод успел сдать несколько сотен укомплектованных танков. Их выпуск предписывалось развернуть также на ленинградском Кировском и Уральском вагоностроительном заводе, однако Харьковское моторостроительное производство не могло обеспечить такие масштабы. К концу же моторы 5ТДФ все еще продолжали страдать "детскими болезнями", принося множество рекламаций из строевых частей (все же новый двигатель изрядно отличался от привычных, был сложнее и требовательнее в уходе). Помимо этого, силовая установка типа 5ТДФ обходилась заказчику в солидную сумму - около 20 000 руб. (против 9600 руб. за мотор В-46).
Постановлениями Совмина СССР № 645-205 от 15.08.66 г. и № 802-266 от 15.08.67 г. предписывалось даже начать отработку резервного варианта танка с V-образным дизелем В-45 (вариантом все того же В-2). Б.Н. Струнге в это время находился в Кремлевской больнице в связи с прогрессирующем заболеванием глаз. Там он и подписал акт о завершении МВИ, а в сентябре 1967 г. подал министру заявление с просьбой освободить его от руководства ХКБД по состоянию здоровья. Его сменил бывший главный инженер завода Ф.М. Маляров, а главным конструктором ХКБД вновь стал Л.Л. Голинец.
Усовершенствованные дизели 5ТДФ 4-й и 5-й серии успешно прошли очередные МВИ, отработав 350 ч. С 1969 г. был установлен повышенный гарантийный срок работы двигателей в 300 ч. Следующим этапом стал выпуск моторов 6-й серии, прошедших в 1971 г. ускоренную войсковую эксплуатацию с еще лучшими результатами. Их гарантийный срок работы был назначен в 400 ч, а с 1976 г. - 500 ч. С 1971 г. наладили капитальный ремонт 5ТДФ на Харьковском танкоремонтном заводе. Гарантийный срок моторов, прошедших "капиталку", также удалось повысить со 150 ч в 1971 г. до 250 ч в 1981 г.
В 1968 г. коллективу создателей танка и мотористов ХЗТМ была пруждена Ленинская премия за разработку танка Т-64 и дизеля 5ТДФ. В их числе были А.А. Морозов и Л.Л. Голинец. К этому времени ХКБД получил новую опытно-производственную базу, на которой, помимо работ по совершенствованию находившихся "на потоке" моторов, начались предварительные ОКР по более мощной силовой установке. В 1971 г. совместные МВИ прошел дизель 5ТДФ, форсированный до мощности 750 л.с. Регулярно проводились контрольные испытания на стендах и ходовые марш-броски на полигонах в условиях Севера и пустынях Туркестана (полигон Мары), средней полосы России (полигон Гороховец) и высокогорья Кавказа (Вазиани).
В 1975 г. начались ОКР по дальнейшему повышению мощности силовой установки. Форсирование пятиблочного 5ТДФ становилось рискованным - мотор и без того подвергался нагрузкам, близким к предельным. Для достижения намеченного 1000-сильного уровня решено было добавить еще один - шестой цилиндр. Предложение нашло поддержку коллегии МОП и было оформлено приказом министра "О создании двигателя 6ТД-1 мощностью 1000 л.с.". Помимо перехода к шестицилиндровой схеме, дополнительную прибавку мощности обеспечивало дальнейшее форсирование рабочего процесса: увеличение наддува, расхода воздуха и подачи топлива. В самом наименовании 6ТД-1 крылся "намек" на конструкторский задел для последующего форсирования мотора с выходом на мощность 1200 л.с. - вдвое большую, чем у "прародителя" 5ТД. Работы возглавил Н.К. Рязанцев, с 1973 г. назначенный генеральным конструктором и начальником ХКБД.
Важной особенностью работ был упор на сопоставление с ГТД. Газовая турбина, входившая в "моду", считалась тогда перспективной для применения на танках (как, впрочем, и на тепловозах, кораблях и даже автомобилях), угрожая вытеснить более экономичный и надежный дизель. ХЗТМ в директивном порядке предписывалось развернуть производство газотурбинных танковых двигателей, причем, по иронии судьбы, это решение совпало с 70-летним юбилеем дизелестроения на заводе.
Дизель 6ТД-1, не уступая ГТД по мощности, существенно превосходил его по топливной эффективности (на 40…60 %), был менее чувствителен к температуре и запыленности воздуха и стоил вдесятеро дешевле - ГТД-1000Т обходился тогда в 104 000 рублей (больше, чем сам танк с дизелем). В ходе ОКР по 6ТД-1 предусматривалось повысить мощность, снимаемую с каждого цилиндра, до 250 л.с., а литровую мощность - до 95 л.с./л. Рассчитывать на успех позволял огромный опыт разработки и доводки 5ТДФ, объем войсковых испытаний в разнообразных экстремальных условиях. Многие детали и узлы напрямую заимствовались у 5ТДФ.
В 1976 г. новый мотор прошел чистовые конструкторские испытания, а затем и заводские стендовые испытания. В 1976-79 гг. танк "объект 476", созданный на основе Т-64А с переоборудованным МТО под 6ТД-1, прошел межведомственные испытания, подтвердив значительное улучшение маневренных качеств и подвижности. В числе преимуществ была и высокая унификация силовой установки с серийным мотором 5ТДФ, что позволяло быстро развернуть выпуск нового мотора.
По решению МО и МОП завод выпустил документацию по установке двигателя 6ТД и усиленной трансмиссии как на находящиеся в производстве, так и проходящие ремонт танки Т-64А, Т-64К, Т-64Б и Т-64Б1 (после доработки им присваивался индекс "М" - модернизированный).
Новый двигатель при незначительном увеличении габаритов (его поперечный размер возрос с 1513 мм у 5ТДФ до 1602 мм, ширина и высота остались без изменения) имел увеличенный с 13,6 до 16,26 л рабочий объем.
Следующим этапом стало рассмотрение и утверждение в 1985 г. предложения ХКБМ и ХКБД о замене газотурбинной силовой установки танка Т-80 дизелем 6ТД-1 (танк "объект 478Б"). Постановлением ЦК КПСС и Совмина № 837-249 от 2.9.85 г. он был запущен в серийное производство под наименованием "Т-80У с двигателем 6ТД" (Т-80УД - улучшенный дизельный). Согласно приказу МОП № 3510 от 19.9.85 г. новый танк с дизелем предписывалось выпускать на заводе параллельно с Т-64БМ с той же силовой установкой. С февраля 1986 г. мотор 6ТД-1 пошел в серию. От начала выпуска чертежей до завершения межведомственных испытаний 6ТД-1 прошло всего четыре года.
На серийных изделиях закрытое рабочее колесо компрессора заменили полузакрытым, увеличив его диаметр и рабочие обороты, внедрили усиленную дисковую фрикционную муфту. Топливные насосы повышенной производительности с плунжерами диаметром 13 мм оснастили усиленными приводами, улучшили качество распыления топлива за счет его турбулизации перед соплами форсунок. Поршни получили новые износостойкие и приработочные покрытия, были внедрены новые выпускные коллекторы типа "труба в трубе" и повышена частота вращения турбины. В 1987 г. танки Т-80УД с дизелем 6ТД полностью сменили в производстве Т-64.
|
Технические характеристики дизелей 6ТД
|
||
|
Характеристика
|
6ТД-1
|
6ТД-2
|
|
Мощность, л.с.
|
1000
|
1200
|
|
Частота вращения, об/мин
|
2800
|
2600
|
|
Рабочий объем, л
|
16,26
|
16,26
|
|
Литровая мощность, л.с./л
|
61,5
|
75,8
|
|
Габаритная мощность, л.с./л3
|
1124
|
1350
|
|
Удельная масса, кг
|
1,18
|
0,98
|
|
Удельный расход топлива, г/л.с.-ч
|
158
|
155
|
 |
 |
|
Т-64А
|
Т-64БВ
|
 |
 |
|
Т-80УД
|
"Объект 476"
|
 |
 |
|
БАТ-2 с дизелем 5ТДФ
|
О.В. Соич
|
 |
 |
|
Опытный Т-72 с дизелем 6ТД
|
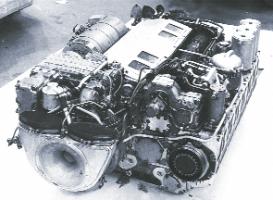
6ТД-1
|